商机详情 -
门板包覆设备回收
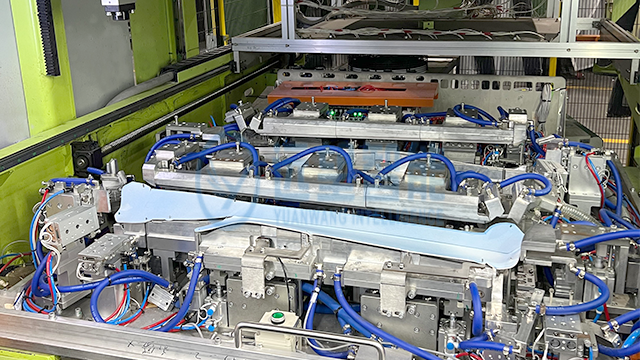
深圳市远望工业自动化设备有限公司具备强大的非标定制开发能力,可根据客户的特殊需求进行设备定制化改造。公司已完成超过50项定制化项目,积累了丰富的非标设计经验,典型的定制项目包括:增加自动上料机构(实现骨架和表皮的自动输送)、集成视觉检测系统(实现在线质量监控和缺陷自动剔除)、扩展工装布局(一出三或一出四工位)、增加机器人自动下料和码垛、集成产品打标系统等。定制化开发周期一般为4-8周,公司研发团队与客户紧密配合,确保定制功能与客户生产工艺完美融合。这种灵活定制能力,使设备能够适应不同客户、不同产品的特殊需求,为客户创造更大价值。汽车门板包覆设备集成涂胶、贴合、压合、包边多道工序,实现门板自动化包覆。门板包覆设备回收
门板包覆
设备提供自动和手动两种操作模式,通过西门子TP1200高亮触摸屏进行切换,满足不同场景下的操作需求。自动模式下,设备按照预设工艺流程全自动运行,单循环总时间65秒,其中加热时间15秒、合模压合时间8秒、推边包边时间25秒、辅助动作时间17秒,各工序衔接紧密、配合流畅。手动模式下,操作人员可以单独控制加热、合模、推边、真空等13个动作单元,每个单元均可单独点动或连续动作,操作界面直观显示各动作的实时状态和位置信息。手动模式对于设备调试、模具更换后的试运行、新产品工艺验证以及日常维护保养极为方便,为技术人员提供了灵活的操控权限,确保设备始终处于较好的工作状态。门板包覆设备回收可灵活切换生产前门上饰板与前门中饰板,无需频繁更换工装,提升效率。
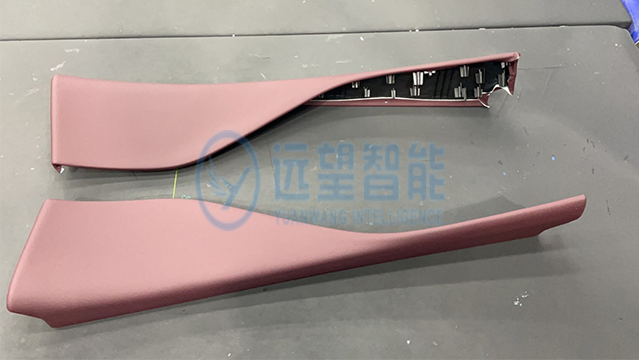
该设备的上下模定位系统采用单独精确定位结构,上模用于固定门板骨架,下模用于定位布料表皮,两者重复定位精度均达到±0.05mm,为包覆奠定了坚实基础。底模集成了先进的真空吸附功能,系统配备高负压真空泵,真空度可达-85kPa,可在2秒内完成表皮吸附,确保表皮在加热和合模过程中始终紧贴模具轮廓。真空管路沿模具轮廓均匀布置24个吸附孔,配合模具表面精细的导气槽设计,使吸附力均匀分布在整个表皮区域。这种高精度的定位方式,有效防止了因物料在加热过程中受热膨胀或气流扰动导致的移位,避免了包覆偏斜、褶皱等常见质量问题,确保每一件产品都能达到主机厂严格的外观尺寸要求。
设备采用一出二工装布局,单次循环可同时处理两件门板产品,工装间距为450mm,巧妙平衡了设备尺寸与操作便利性。65秒/2件的极速节拍使单件生产时间只有32.5秒,相比传统单工位设备(通常单件节拍50-60秒)效率提升约60%以上。设备综合稼动率(OEE)可达85%以上,在实际生产运行中,按三班制、年工作300天计算,单台设备年产能可达约70万件,能够充分满足主机厂的大批量供货需求。一出二布局还带来了能耗和空间的优化,相比两台单独设备,整机占地面积减少40%,单位产品能耗降低30%,明显降低了客户的固定资产投资和长期运营成本,在大规模生产任务中展现出很好的经济性。包覆过程全程可追溯,参数可记录,便于生产质量管控与问题排查。
设备的能耗数据经过实测,在满负荷生产条件下(24小时连续运行,节拍65秒),整机总装机功率为45kW,实际运行平均功率为18.5kW,单件产品能耗约0.62kWh。能耗构成分析如下:加热系统占比约45%,伺服驱动系统25%,真空系统15%,气动及控制系统10%,冷却系统5%。相比传统热风加热型包覆设备(单件能耗约1.2kWh),本设备节能效果明显,单件节能约0.58kWh。按三班制、年工作300天计算,单台设备每年可为客户节省电费约8万元。这种低能耗设计不仅降低了客户运营成本,也符合现代制造业绿色环保的发展趋势。设备具备故障自诊断功能,可及时发现包覆过程中的异常,保障生产连续性。门板包覆设备回收
真空吸附系统稳定可靠,长时间运行无故障,保障生产连续性。门板包覆设备回收
深圳市远望工业自动化设备有限公司在设备安全设计方面构建了完善的三级防护体系,确保操作人员的人身安全。一级防护:设备四周安装4套安全光幕,光幕高度1800mm,光束间距20mm,响应时间15ms,能够检测到任何进入危险区域的人体部位。二级防护:防护门配置双通道安全门锁,符合ISO 13849国际安全标准,安全等级达到PL d,只有在门锁闭合且确认安全的情况下设备才能启动。三级防护:8个急停按钮均匀分布在设备四周,按下后设备所有运动部件在0.2秒内停止,并在安全PLC中记录急停事件。所有安全逻辑均通过安全PLC控制,与主控制系统分离,确保安全功能在任何情况下都能可靠执行。门板包覆设备回收