商机详情 -
内外饰门板包覆设备订做价格
设备的状态监控系统实时采集并显示148个关键传感器的数据,包括12组加热管的实时温度、8个气动系统的压力值、16个推块的位置和推力、4个伺服电机的负载率和温度、以及真空度、冷却水流量等工艺参数。滑块分布图以图形化方式直观展示16个推块的实时位置和动作状态,绿色表示到位,黄色表示运动中,红色表示故障,一目了然。状态监控界面还以趋势图形式展示关键参数的历史变化曲线,如加热温度曲线、合模压力曲线等,便于工艺人员分析设备运行趋势。这种多方位、可视化的监控方式,让操作人员和管理人员可以随时了解设备的健康状况,在异常发生初期及时介入,避免问题扩大化。合模后保压时间可调节,进一步提升表皮与骨架的结合牢固度。内外饰门板包覆设备订做价格
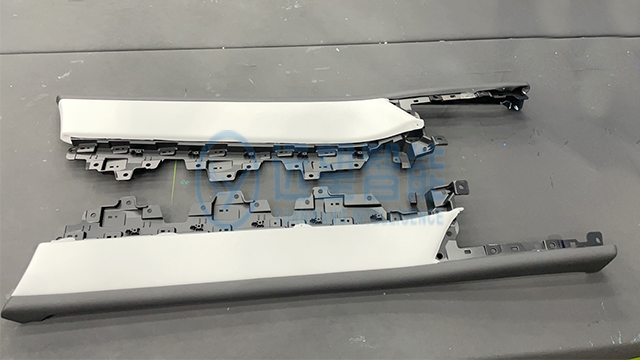
门板包覆
关键覆合动作由高精度伺服合模系统完成,系统采用双伺服电机同步驱动,单电机额定功率5.5kW,合模力可达150kN,能够满足各种厚度和刚性骨架的压合需求。合模速度可在5-80mm/s范围内无级调节,位置控制精度达到±0.1mm,确保上下模在校核时机平稳闭合。合模过程采用优化的三段式速度控制策略:快速接近阶段以80mm/s速度缩短空行程,节省时间;减速缓冲阶段以20mm/s速度缓慢接触工件,避免冲击;保压固化阶段以设定压力保持8-15秒,使胶水在均匀压力下充分扩散浸润。伺服系统配备绝对值编码器,断电后无需回零操作,位置信息自动保存。这种精细化的合模控制,有效杜绝了溢胶、气泡等缺陷,实现了骨架与表皮的完美覆合。内外饰门板包覆设备订做价格包边平整光滑,无毛刺、无翘边,提升汽车门板整体外观质感。
设备在完成一个工作循环后,自动复位时间不超过8秒,各运动部件快速准确地回到待机位置。加热平台快速退回原位,移动速度300mm/s,到位精度±1mm;合模机构打开至待机位置,打开速度80mm/s,到位精度±0.5mm;推边机构全部退回初始位置,退回速度100mm/s,到位精度±0.1mm;真空系统停止吸附并破真空,破真空时间0.5秒。所有运动部件复位到位后,系统自动进入待机状态,等待下一次启动信号。整个复位过程无需人工干预,各动作并行执行,极大地缩短了非生产时间,确保了65秒生产节拍的稳定性和连续性,大幅度提升设备利用率。
系统记录的上下层加热时间数据,可用于监测加热平台的工作效率和热均匀性,是设备健康状态的重要指标。正常情况下,上下层加热时间偏差应在±0.5秒以内,说明两个工位的加热效率一致。如果发现某层加热时间持续偏长,可能提示该区域的加热管老化、反射板脏污或温度传感器校准偏差,需要进行清洁或更换。如果加热时间波动较大,则可能提示供电电压不稳或加热管接触不良。系统会自动分析加热时间的变化趋势,当偏差超过设定范围时发出预警。这种基于数据的预警机制,使设备维护从被动响应转变为主动预防,有效降低了突发故障的发生率,保障了生产连续性。包覆过程全程可追溯,参数可记录,便于生产质量管控与问题排查。
深圳市远望工业自动化设备有限公司在设备安全设计方面构建了完善的三级防护体系,确保操作人员的人身安全。一级防护:设备四周安装4套安全光幕,光幕高度1800mm,光束间距20mm,响应时间15ms,能够检测到任何进入危险区域的人体部位。二级防护:防护门配置双通道安全门锁,符合ISO 13849国际安全标准,安全等级达到PL d,只有在门锁闭合且确认安全的情况下设备才能启动。三级防护:8个急停按钮均匀分布在设备四周,按下后设备所有运动部件在0.2秒内停止,并在安全PLC中记录急停事件。所有安全逻辑均通过安全PLC控制,与主控制系统分离,确保安全功能在任何情况下都能可靠执行。支持多种表皮材质包覆,可根据客户需求切换布料、仿皮等不同表皮。武汉门板包覆设备应用范围
真空吸附与伺服定位结合,有效解决表皮偏移问题,提升门板包覆精度。内外饰门板包覆设备订做价格
设备的报警记录系统可存储近1000条报警信息,每条报警包含报警代码、报警内容、发生时间、恢复时间以及故障发生时的设备状态参数(如温度、压力、位置等),为故障分析提供了完整的数据支持。报警响应时间小于0.1秒,一旦检测到异常(如加热温度超限±5℃、气压低于0.4MPa、伺服电机过载、真空度不足等),系统立即触发声光报警并在界面高亮显示故障位置和类型。报警记录支持按时间、按类型、按工位等多种方式筛选查询,方便技术人员快速定位历史故障。报警数据可通过USB接口导出为CSV格式,便于质量部门进行统计分析和工艺改进。内外饰门板包覆设备订做价格