商机详情 -
上海门板包覆设备报价
设备支持与MES系统无缝对接,采用工业自动化领域主流的OPC UA通讯协议,以太网接口为RJ45,通讯速率1000Mbps,能够与各种主流MES平台实现数据交互。上传的数据包括每个产品的生产时间、设备编号、操作人员、工艺参数配方号、关键过程参数(加热温度曲线、合模压力曲线、推边推力曲线等)以及质量判定结果。当后续发现产品质量问题时,可通过MES系统快速追溯到当时的生产批次、工艺参数和设备状态,实现产品全生命周期的质量追溯。这一功能完全符合IATF 16949质量管理体系对产品追溯性的严格要求,帮助汽车零部件供应商满足主机厂的审核标准。真空吸附与伺服定位结合,有效解决表皮偏移问题,提升门板包覆精度。上海门板包覆设备报价
门板包覆
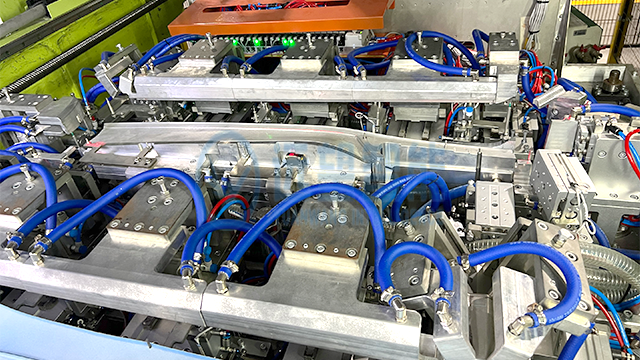
设备配备伺服控制的加热移动平台,平台有效行程为1800mm×800mm,移动速度可在50-300mm/s范围内由伺服系统精确调节,确保加热过程的均匀性和可重复性。平台搭载12组大功率红外加热管,单管功率2.5kW,总加热功率达到30kW,加热温度控制范围为室温至220℃,控温精度±3℃。红外加热技术具有热效率高、升温迅速且热量穿透力强的特点,可在15秒内将骨架与表皮表面均匀加热至胶水活化温度窗口。加热管采用短波红外技术,波长集中在2.0-3.5μm区间,与大多数结构胶的吸收峰高度匹配,热效率高达85%以上。伺服控制系统实时监测加热平台的位置和温度,并根据预设的温度曲线动态调整输出功率,确保胶水在较好的粘流状态下完成覆合。大型门板包覆设备红外管加热精确可控,避免骨架与表皮过热损伤,保障包覆产品完好性。
设备对于胶水的适应性非常广,可兼容水基胶、溶剂型胶、热熔胶、反应型聚氨酯胶(PUR)等多种类型的胶粘剂,满足不同工艺要求和环保标准。针对不同胶水的特性,设备可设定差异化的活化温度窗口和压力保持时间:水基胶活化温度90-110℃,保压时间8-12秒;热熔胶活化温度120-150℃,保压时间5-8秒;PUR胶活化温度80-100℃,保压时间10-15秒。系统内置了针对常用胶水的推荐参数,工艺人员可根据实际使用情况进行优化调整。这种胶水适应性,使客户可以根据成本、环保、性能等多方面因素灵活选择合适的胶粘剂,不受设备工艺限制,为工艺优化提供了充分空间。
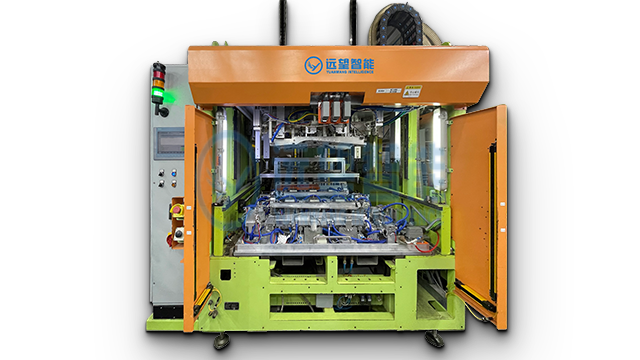
深圳市远望工业自动化设备有限公司研发的汽车门板包覆设备,整机尺寸为5200mm×2800mm×2400mm,占地面积约14.6平方米,专为汽车内饰件的高精度包覆工艺而设计。该设备将涂胶准备、贴合、压合与包边等多道工序高度集成于一体,实现了从原料到成品的全流程自动化作业。采用一出二工装布局,单次循环可同时处理两件产品,单循环节拍只有65秒,理论日产能(按22小时计算)可达2436件。这种紧凑高效的设计,大幅提升了生产线的单位面积产出率,为汽车零部件制造商在有限空间内实现产能极限提供了理想解决方案。设备整体结构采用强度高地方钢焊接框架,经过时效处理消除内应力,确保长期运行中机身保持稳定不变形。伺服合模压力可调节,适配不同材质门板骨架,避免骨架变形损伤。
设备生产的门板包覆成品,其包边剥离强度经过严格的测试验证。采用万能试验机进行90°剥离测试,测试速度100mm/min,取样位置包括门板直线边、曲线边和转角部位。实测数据表明,包边剥离力≥25N/cm,远高于主机厂通常要求的15N/cm标准,具有充足的安全裕度。经过高温高湿老化测试(80℃,95%相对湿度,168小时)后,剥离力保持率仍达到85%以上,证明包覆工艺具有良好的耐候性和耐久性。这种强度较高的粘接效果,确保了产品在整个车辆使用寿命周期内不会出现脱胶、起泡等质量问题,满足了主机厂对内饰件耐久性的严格要求。极速节拍设计,相比传统设备,生产效率提升50%以上,助力产能提升。上海门板包覆设备24小时服务
红外加热温度精确可控,可根据胶水特性调节,提升胶水固化效果。上海门板包覆设备报价
设备的胎膜模具采用Cr12MoV模具钢制造,该材料具有高硬度、高耐磨性和良好的热处理稳定性。模具经过真空热处理,硬度达到HRC58-62,表面精加工后粗糙度Ra0.8μm,确保成型后的产品表面光滑无瑕疵。每套模具重量约120-180kg,根据门板尺寸和结构有所不同。模具更换采用快速换模系统,配备4个液压锁紧装置,单锁紧力50kN,确保模具在工作过程中不会发生任何位移。模具定位采用锥形导向销,锥度1:10,重复定位精度±0.02mm,换模后无需调整即可投入生产。模具型面根据产品3D数据五轴加工中心精加工而成,确保与产品轮廓完美匹配。上海门板包覆设备报价