新闻中心 - 深圳市远望工业自动化设备有限公司
-
 北京高效节能门板包覆
北京高效节能门板包覆设备在包覆过程中对于胶水溢出现象有良好的控制能力,通过多重技术手段将溢胶量控制在0.5mm以内,确保产品外观洁净。首先,通过精确控制合模压力(±5kN)和胶水活化温度(±3℃),确保胶水在较好状态下完...
发布时间:2026.03.28 -
 远望智能包覆设备工艺
远望智能包覆设备工艺包覆设备的工模快速更换系统,大幅提升了汽车内饰件多车型混线生产的灵活性与效率。系统采用 “快换夹爪 + 精密定位销” 组合结构,模具底部安装标准化快换接口(兼容 ISO 8020 标准),通过气动夹爪...
发布时间:2026.03.26 -
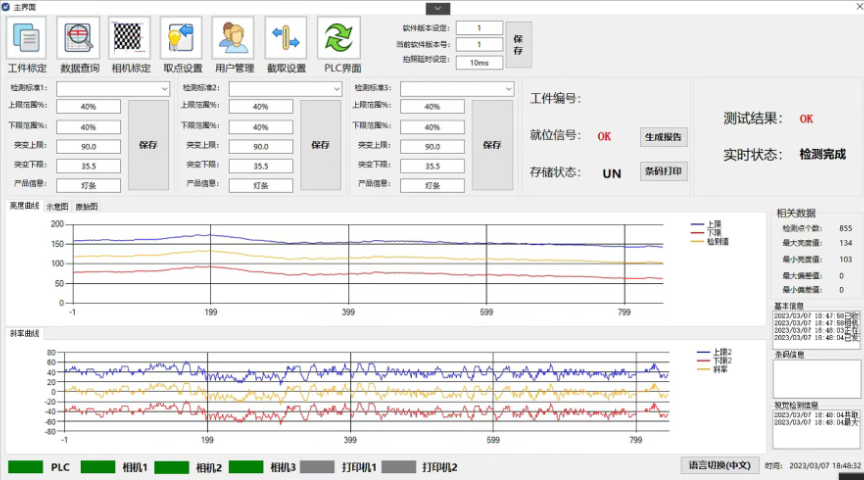
 东莞EOL灯光检测设备厂
东莞EOL灯光检测设备厂EOL 灯光检测设备的实时报警功能让质量异常能够得到及时处理,减少不良品流出风险。设备在检测过程中若发现产品缺陷超标、亮度异常等问题,会立即通过声光报警装置发出警示,同时在操作界面显示异常位置与类型;...
发布时间:2026.03.26 -
 绿色环保EOL灯光检测设备安装
绿色环保EOL灯光检测设备安装在 LED 灯条的批量生产中,EOL 灯光检测设备的快速检测能力大幅提升了生产效率。LED 灯条生产通常采用流水线作业,检测速度需与生产节拍匹配,设备通过优化检测流程,实现单根灯条从上料到检测完成的全...
发布时间:2026.03.25 -
 佛山绿色环保包覆设备
佛山绿色环保包覆设备包覆设备的真空表皮吸附系统采用 “可拆卸模具表皮” 设计,便于模具的清洁与维护,适配不同表皮材质的包覆需求。模具表皮(与表皮接触的部分)采用可拆卸的金属板或硅胶板设计,通过螺丝或卡扣与模具主体连接,当...
发布时间:2026.03.24 -
 广州高效率焊接机种类
广州高效率焊接机种类远望焊接机凭借多类型产品矩阵,准确覆盖高压油箱与油管生产线的打孔焊接需求,为新能源汽车及传统燃油车高压部件制造提供关键支撑。其产品线包含油箱打孔焊接机、油管打孔焊接机、油箱油管一体化焊接机及机器人柔性...
发布时间:2026.03.23