-

 中山全自动汽车空调系统关键零部件高精度氦气检漏设备优势
发布时间:2026.05.04
中山全自动汽车空调系统关键零部件高精度氦气检漏设备优势
发布时间:2026.05.04
冷凝器振动-温度复合工况检测: 为了模拟冷凝器在恶劣环境下的真实状况,设备的多应力耦合系统能同时施加两种严苛条件:10 - 500Hz的振动(加速度达到30g)加上-30℃至100℃的温度循环。就在这...
-
 上海新款汽车空调系统关键零部件高精度氦气检漏设备源头厂家
发布时间:2026.05.03
上海新款汽车空调系统关键零部件高精度氦气检漏设备源头厂家
发布时间:2026.05.03
在针对电子膨胀阀的脉冲宽度调制(PWM)工况检测中,高精度氦气检漏设备的动态响应技术能够准确捕捉瞬时泄漏。设备在膨胀阀接收 到PWM 控制信号(频率 10 - 100Hz)做动态开关动作时,能够同步进...
-
 扬州汽车空调系统关键零部件高精度氦气检漏设备应用范围
发布时间:2026.05.03
扬州汽车空调系统关键零部件高精度氦气检漏设备应用范围
发布时间:2026.05.03
压缩机壳体铸件砂眼检测: 对于汽车空调压缩机壳体铸件的砂眼检测,设备的真空浸泡法效果非常好。具体做法是把压缩机壳体完全浸入真空水槽,同时往壳体内充入0.4MPa氦气。这样,砂眼处就会产生持续的气泡流,...
-
 国产汽车燃油箱氦检测设备24小时服务
发布时间:2026.05.02
国产汽车燃油箱氦检测设备24小时服务
发布时间:2026.05.02
设备的 “未来升级预留接口” 确保设备能适应新能源与普通汽车燃油箱技术的未来发展,延长设备生命周期,避免传统设备过早淘汰的问题。新能源与普通汽车燃油箱技术发展快(如泄漏率标准提升、新材质应用、新结构设...
-
 北京多功能汽车燃油箱柔性生产线前景
发布时间:2026.05.02
北京多功能汽车燃油箱柔性生产线前景
发布时间:2026.05.02
汽车油箱柔性生产线的高柔性特点使其能够快速响应市场需求的变化,为企业带来明显的竞争优势。随着新能源汽车市场的快速发展,消费者对汽车性能和配置的需求不断变化,导致燃油箱的型号和规格也需要随之调整。该生产...
-
 高灵敏度收带机编带封装设备
发布时间:2026.05.01
高灵敏度收带机编带封装设备
发布时间:2026.05.01
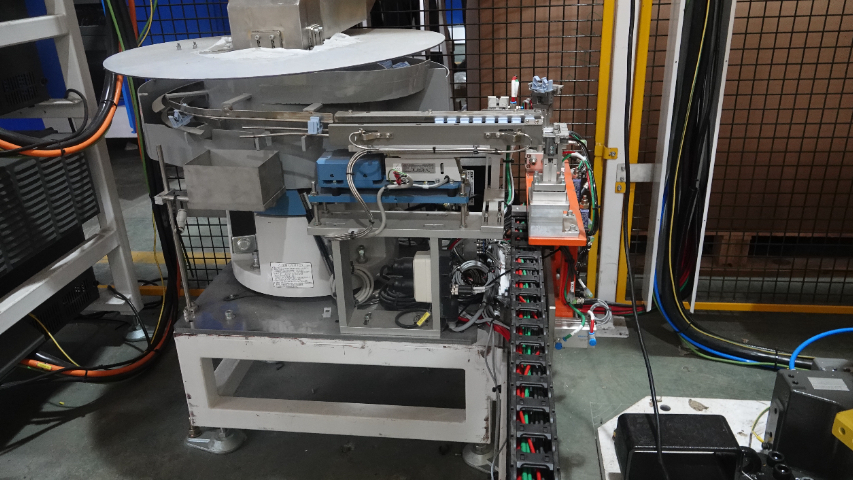
ARC 全自动收带机外观尺寸为长 700mm× 宽 750mm× 高 1800mm,实际尺寸以实体为准,整体结构紧凑、占地合理,适配中小型半导体车间空间布局。设备高度符合人体操作习惯,便于卷盘上料、载...
-
 多功能汽车燃油箱氦检测设备应用范围
发布时间:2026.05.01
多功能汽车燃油箱氦检测设备应用范围
发布时间:2026.05.01
设备的 “远程监控与诊断功能” 为新能源与普通汽车工厂的设备管理提供便利,降低维护成本。传统检测设备出现故障时,需等待技术人员现场排查,停机时间长(常超 8 小时);该设备通过工业互联网平台实现远程监...
-
 福建大型气密性检测设备
发布时间:2026.04.30
福建大型气密性检测设备
发布时间:2026.04.30
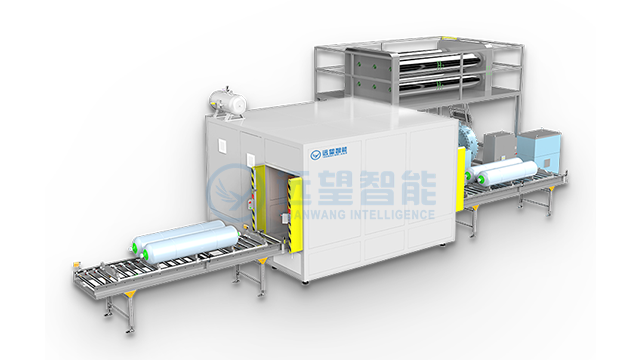
油泵盖氦检机通过真空箱法氦检技术对燃油系统油泵盖装配位置进行高精度泄漏检测,有效识别密封不良、间隙超标、材质缺陷等问题,杜绝燃油渗漏风险。设备支持真空腔定制与多工位设计,40 秒以内完成检测循环,兼顾...
-
 编带封装收带机报价
发布时间:2026.04.30
编带封装收带机报价
发布时间:2026.04.30
半导体行业芯片封装技术不断迭代,对后段包装设备的兼容性与扩展性提出更高要求。ARC 收带机采用模块化设计,硬件与软件均具备良好扩展性,可根据技术发展与客户需求进行功能升级与扩展。硬件方面,可增加视觉检...
-
 集成式收带机品牌
发布时间:2026.04.29
集成式收带机品牌
发布时间:2026.04.29
ARC 收带机的投资回报率优势,为半导体企业提供高性价比、高回报的自动化包装解决方案。设备价格合理、性价比高,初期投资可控;运行成本低,能耗低、维护成本低、人工成本节约明显。效率提升明显,产能增加、交...
-
 中山附近哪里有汽车燃油箱氦检测设备
发布时间:2026.04.28
中山附近哪里有汽车燃油箱氦检测设备
发布时间:2026.04.28
设备的 “低温适应性设计” 使其能在寒冷地区稳定运行,适配新能源与普通汽车燃油箱的全地域生产需求,而传统检测设备常因低温出现性能衰减。北方冬季车间温度可低至 - 10℃,传统水检法易出现水管结冰,压降...
-
 厂家汽车燃油箱氦检测设备价格
发布时间:2026.04.28
厂家汽车燃油箱氦检测设备价格
发布时间:2026.04.28
设备的 “故障自诊断系统” 大幅降低维护难度,使操作人员无需专业技术即可排查常见故障,解决了传统设备 “维护依赖专业人员” 的痛点。传统氦检设备故障排查需专业知识(如真空泵原理、检漏仪工作机制),操作...
-
 佛山稳定汽车燃油箱柔性生产线按需设计
发布时间:2026.04.28
佛山稳定汽车燃油箱柔性生产线按需设计
发布时间:2026.04.28
ST3 阶段实现的焊接基准自标定与动态补偿功能,是汽车油箱柔性生产线应对生产过程中不确定性因素的重要技术手段。在长期生产过程中,由于设备磨损、温度变化等因素的影响,焊接基准可能会发生微小的偏移。自标定...
-
 高精度储氢瓶缠绕机制造
发布时间:2026.04.27
高精度储氢瓶缠绕机制造
发布时间:2026.04.27
在保证高速缠绕的同时实现低噪音运行,这款干法缠绕机采用 X 轴双驱减震结构与优化传动设计,使设备噪音控制在行业优良水平,改善生产环境。设备多轴联动平滑顺畅,纤维角度控制精确,铺层均匀性高。张力与压力实...
-
 多版本汽车燃油箱氦检测设备订做价格
发布时间:2026.04.27
多版本汽车燃油箱氦检测设备订做价格
发布时间:2026.04.27
针对普通汽车燃油箱的 “低成本检测需求”,该设备可通过 “简化配置” 降低初始投资,同时保留关键精度指标,满足中小车企的预算要求。普通汽车中小车企预算有限,传统高精度氦检设备价格较高(常超 100 万...
-
深圳高效率汽车燃油箱氦检测设备24小时服务
发布时间:2026.04.27
针对普通汽车燃油箱的 “螺纹接口密封检测”,该设备可通过 “螺纹特定密封工装” 确保接口密封检测的准确性,避免传统设备的接口检测误差。普通汽车燃油箱的螺纹接口(如加油口、放油口)是密封薄弱区,传统设备...
-
扬州汽车燃油箱氦检测设备应用范围
发布时间:2026.04.27
针对普通汽车燃油箱的 “批量检测效率优化”,该设备可通过 “双腔并行设计” 提升产能,满足大规模生产需求,解决传统单腔设备产能不足的问题。普通汽车大型车企日均生产超 2000 台油箱,单腔设备(日产能...
-
武汉新款汽车燃油箱柔性生产线前景
发布时间:2026.04.27
ST4 阶段达成的≤60 秒 / 件高速节拍,充分体现了汽车油箱柔性生产线的高效生产能力。为了实现这一高速节拍,ST4 阶段对各个环节进行了优化和整合,包括人工辅助上料的效率提升、机器人的快速换型操作...
-
大型汽车燃油箱氦检测设备厂
发布时间:2026.04.27
设备的真空腔尺寸可按需求定制,是适配新能源与普通汽车不同规格高压燃油箱的关键设计。新能源汽车因电池包布局需求,高压燃油箱常采用异形结构(如扁平式、L 型),容积多在 40-60L,尺寸约为 900mm...
-
 上海手机气密性检测设备
发布时间:2026.04.26
上海手机气密性检测设备
发布时间:2026.04.26
油泵盖氦检机通过真空箱法氦检技术对燃油系统油泵盖装配位置进行高精度泄漏检测,有效识别密封不良、间隙超标、材质缺陷等问题,杜绝燃油渗漏风险。设备支持真空腔定制与多工位设计,40 秒以内完成检测循环,兼顾...
-
 在线等离子清洗机设备
发布时间:2026.04.26
在线等离子清洗机设备
发布时间:2026.04.26
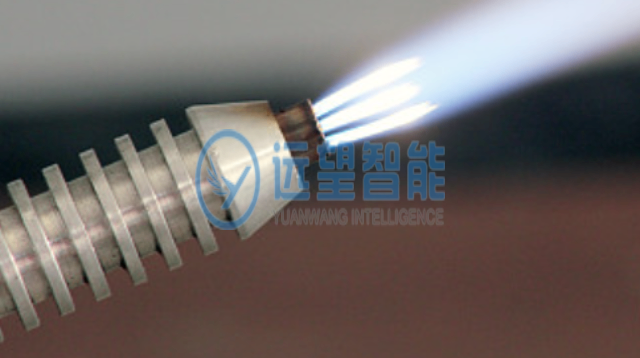
在半导体封装测试环节,等离子清洗机凭借高效的表面活化处理能力,成为提升封装可靠性的关键设备。其真空系统采用双级真空泵组设计,抽气速率达150L/s,可在30s内完成腔室真空度从大气压到50Pa的转换,...
-
 二工位储氢瓶缠绕机生产厂家
发布时间:2026.04.26
二工位储氢瓶缠绕机生产厂家
发布时间:2026.04.26
具备完善的权限管理与操作日志记录功能,全自动干法缠绕机可分级管控参数修改,保障生产工艺稳定不被随意更改。设备 X 轴双驱结构传动精确,多轴运动平滑顺畅,可实现螺旋、环向等多种缠绕模式。张力与压力实时监...
-
 北京稳定汽车燃油箱柔性生产线优势
发布时间:2026.04.26
北京稳定汽车燃油箱柔性生产线优势
发布时间:2026.04.26
三套人机交互界面(HMI)的合理布局与功能分工,为汽车油箱柔性生产线的操作和管理提供了便捷、高效的平台。三套 HMI 分别部署在生产线的入口区域、控制室和关键工位附近,各自承担不同的功能:入口区域的 ...
-
 佛山高速运转汽车燃油箱柔性生产线价格咨询
发布时间:2026.04.26
佛山高速运转汽车燃油箱柔性生产线价格咨询
发布时间:2026.04.26
机器人自动防碰撞监测系统的实时轨迹规划与动态调整功能,确保了汽车油箱柔性生产线多机器人协同工作的安全性和高效性。系统通过安装在机器人上的位置传感器和环境感知设备,实时采集各机器人的运行轨迹、位置和速度...
-
苏州直销汽车燃油箱柔性生产线订做价格
发布时间:2026.04.26
汽车油箱柔性生产线入口处的高精度扫码识别型号功能,是实现生产线自动化和柔性化生产的重要前提。当油箱进入生产线时,扫码设备能够快速、准确地读取油箱上的二维码或条形码信息,从而识别出油箱的型号。这一信息会...
-
 广州小型汽车燃油箱柔性生产线前景
发布时间:2026.04.26
广州小型汽车燃油箱柔性生产线前景
发布时间:2026.04.26
警示灯的多状态指示功能为汽车油箱柔性生产线的运行状态监控提供了直观的视觉信号。警示灯通过不同的颜色和闪烁模式传递丰富的设备状态信息:绿色常亮表示设备正常运行;黄色闪烁表示设备出现预警信息,如参数接近临...
-
 定制化EOL设备
发布时间:2026.04.25
定制化EOL设备
发布时间:2026.04.25
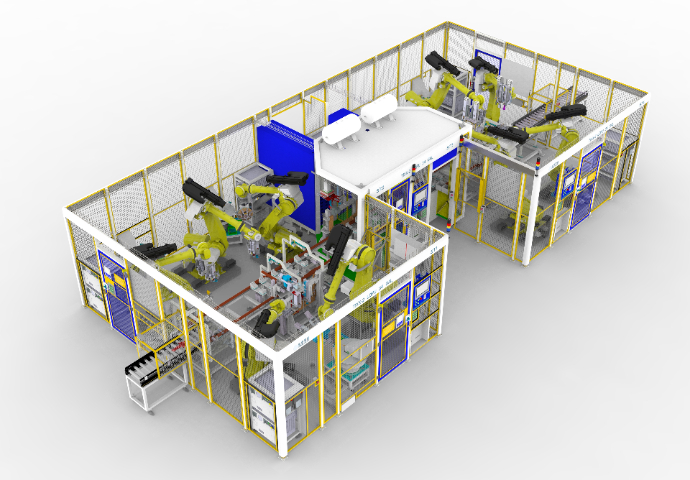
车载软件刷写与诊断验证是远望智能EOL设备的关键功能之一,直接关系车载部件装车后的运行稳定性,设备兼容CAN、LIN等8种主流车载通讯协议,软件刷写速度达500KB/s,较行业平均水平提升30%,程序...
-
 广州汽车燃油箱柔性生产线厂家供应
发布时间:2026.04.25
广州汽车燃油箱柔性生产线厂家供应
发布时间:2026.04.25
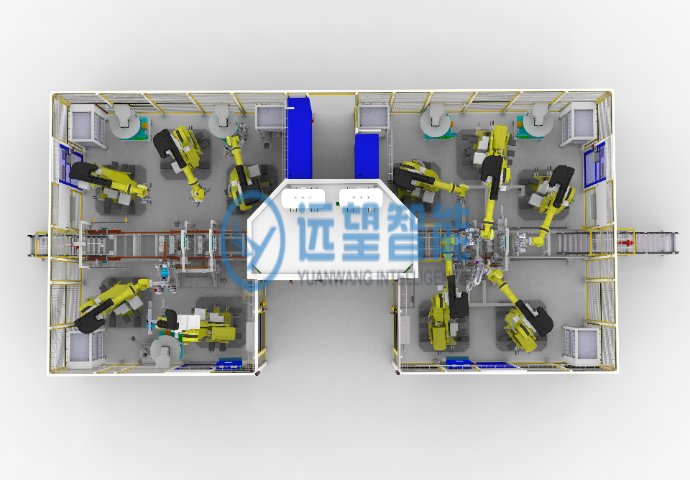
ST1 阶段的智能物流系统是汽车油箱柔性生产线实现自动化输送的关键装备。该系统采用了先进的传感器和控制系统,能够根据生产计划和实时需求,自动规划油箱的输送路径,将油箱准确、及时地输送至 ST1 工位的...
-
 电池模组EOL哪个好
发布时间:2026.04.25
电池模组EOL哪个好
发布时间:2026.04.25
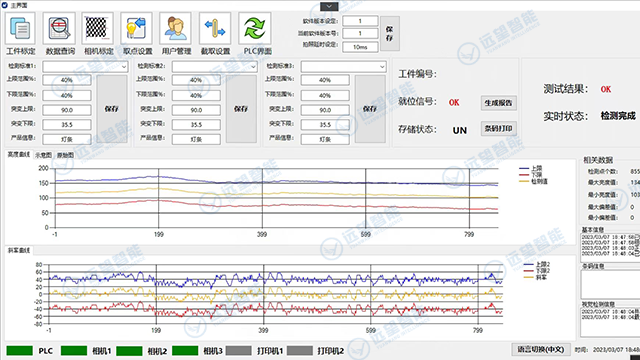
远望智能EOL设备搭载高效视觉图像处理技术,图像处理速度达1000帧/秒,可快速处理海量灯条光影画面与工件外观图片,实时输出合格判定结果,不延迟产线流转速度,完美适配高速量产需求。设备算法抗干扰能力强...
-
 汽车电子EOL测试流程
发布时间:2026.04.25
汽车电子EOL测试流程
发布时间:2026.04.25
异形汽车内饰灯条曲面发光检测是行业难点,传统设备难以完整采集曲面灯条的亮度画面,容易出现漏检、误判问题,远望智能EOL设备依靠1500万像素自动变焦相机,灵活适配灯条弧度变化。自动变焦范围0.5-2m...