商机详情 -
绵阳汽车门板包覆
设备的气动系统采用单独控制柜设计,配置了1台功率11kW的螺杆空压机(也可外接工厂压缩空气源),供气压力0.6-0.8MPa,耗气量约1.2m³/min,能够满足设备所有气动元件的用气需求。气源处理采用三级精密过滤:5μm前置过滤器去除大颗粒杂质,0.3μm精密过滤器去除微小颗粒和水分,0.01μm活性炭过滤器去除油雾和异味,保证进入气动元件的气源洁净度,延长元件使用寿命。气动元件选用日本SMC品牌,包括16个高速电磁阀、24个不同规格气缸、8个压力开关等,平均无故障动作次数超过200万次。系统还配置了气动润滑器,定时向气动元件注入适量润滑油,确保长期运行稳定可靠。推边机构动作流畅,翻边到位整齐,提升门板边缘包覆美观度与牢固性。绵阳汽车门板包覆
门板包覆
设备的数据记录功能支持本地存储历史生产数据,存储容量32GB,采用工业级固态硬盘,抗振动、耐高温,确保数据安全可靠。系统可保存连续生产3个月的全部工艺数据和报警记录,满足质量追溯和统计分析的需求。数据采用加密格式存储,防止未经授权的篡改和删除,保证数据的真实性和完整性。当存储空间达到90%时,系统自动提示备份,操作人员可通过USB接口或以太网导出数据。导出的数据为标准CSV格式,可直接用Excel、WPS等常用软件打开分析,方便质量部门进行数据统计、过程能力分析(CPK)和工艺改进,为持续优化生产过程提供数据支持。低成本门板包覆设备定制价格支持后门上饰板、后门中饰板包覆,覆盖汽车前后门板全系列饰板生产。
设备在完成一个工作循环后,自动复位时间不超过8秒,各运动部件快速准确地回到待机位置。加热平台快速退回原位,移动速度300mm/s,到位精度±1mm;合模机构打开至待机位置,打开速度80mm/s,到位精度±0.5mm;推边机构全部退回初始位置,退回速度100mm/s,到位精度±0.1mm;真空系统停止吸附并破真空,破真空时间0.5秒。所有运动部件复位到位后,系统自动进入待机状态,等待下一次启动信号。整个复位过程无需人工干预,各动作并行执行,极大地缩短了非生产时间,确保了65秒生产节拍的稳定性和连续性,大幅度提升设备利用率。
设备在出厂前均经过72小时连续带料运行测试,这是深圳市远望工业自动化设备有限公司的标准化出厂检验流程。测试内容包括:连续运行500个循环不停机,验证设备的长期运行稳定性;关键工艺参数(温度、压力、真空度)波动范围监测,确保控制在设定范围内;产品包覆质量全检,每50件抽取一件进行整体检测,包括外观、包边宽度、剥离强度等。测试过程中记录所有异常情况并进行整改,确保设备交付时状态稳定可靠。每台设备附带一份完整的出厂测试报告,包含测试数据记录、检验记录和质量合格证明,为客户验收提供客观依据,确保交付设备完全符合合同技术要求。设备自动化程度高,只需1-2人操作,大幅降低人工投入与培训成本。
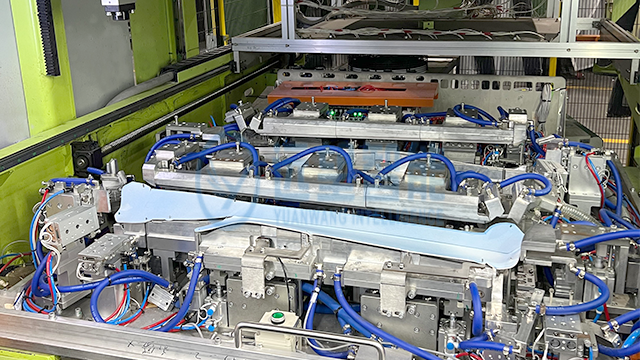
设备的胎膜模具采用Cr12MoV模具钢制造,该材料具有高硬度、高耐磨性和良好的热处理稳定性。模具经过真空热处理,硬度达到HRC58-62,表面精加工后粗糙度Ra0.8μm,确保成型后的产品表面光滑无瑕疵。每套模具重量约120-180kg,根据门板尺寸和结构有所不同。模具更换采用快速换模系统,配备4个液压锁紧装置,单锁紧力50kN,确保模具在工作过程中不会发生任何位移。模具定位采用锥形导向销,锥度1:10,重复定位精度±0.02mm,换模后无需调整即可投入生产。模具型面根据产品3D数据五轴加工中心精加工而成,确保与产品轮廓完美匹配。红外管加热精确可控,避免骨架与表皮过热损伤,保障包覆产品完好性。低成本门板包覆
包边角度精确可控,适配不同门板边缘设计,提升产品美观度。绵阳汽车门板包覆
设备在包边完成后,产品边缘的包覆质量达到行业前列水准。包边宽度精确控制在15±1mm范围内,包边后表皮与骨架背面的贴合间隙小于0.2mm,从外观上看包边线条平直、过渡自然。转角处包边经过多步顺序控制,采用先中间后两端的推边策略,确保包边圆滑过渡,无褶皱、无堆积、无开裂。经100次重复翻折测试后,包边仍无开裂或回弹现象,证明了包覆工艺的耐久性。包边质量完全满足通用汽车GMW14831、大众PV 1200、福特WSS-M2P188等主流主机厂的内饰件外观标准要求,可直接应用于不同车型的内饰配套,无需额外的修边或返工处理。绵阳汽车门板包覆