商机详情 -
扬州门板包覆设备生产厂家
设备可选配远程诊断功能,通过4G无线模块实现设备与公司售后中心的远程连接,支持工程师远程查看设备实时状态、历史报警记录和关键工艺参数。当设备发生故障时,客户可授权工程师进行远程诊断,工程师在总部即可分析故障原因,判断是操作问题、参数问题还是硬件故障,并指导现场人员进行排除。远程诊断平均响应时间30分钟,故障排除时间相比传统上门服务缩短60%以上,有效减少了设备停机时间。该功能尤其适合海外客户或偏远地区用户,明显降低了售后服务成本和时间成本。远程诊断过程采用加密传输,确保客户生产数据的安全性和保密性。冷水循环系统水质可过滤,避免管路堵塞,保障设备长期稳定运行。扬州门板包覆设备生产厂家
门板包覆
设备在处理门板深槽区域包覆时表现优异,包覆深度可达80mm,能够满足大多数乘用车门板复杂造型的需求。对于深度超过50mm的槽型区域,真空吸附系统可提前建立-70kPa以上的高真空度,使表皮充分预成型并紧密贴合槽底,避免合模时产生空鼓。合模过程中,伺服系统采用低速合模策略(20mm/s)配合高压保压(120kN),确保深槽区域的表皮与骨架完全贴合,不留任何空隙。经实际生产验证,深度80mm的深槽区域包覆后气泡率低于0.5%,远远优于行业标准。这种优异的深槽包覆能力,使设备能够应对现代汽车内饰日益复杂的造型设计,满足主机厂对内饰品质不断提升的要求。广州门板包覆设备工厂直销后门上饰板、后门中饰板包覆一键切换,适配汽车后门门板多样化生产。

系统记录的上下层加热时间数据,可用于监测加热平台的工作效率和热均匀性,是设备健康状态的重要指标。正常情况下,上下层加热时间偏差应在±0.5秒以内,说明两个工位的加热效率一致。如果发现某层加热时间持续偏长,可能提示该区域的加热管老化、反射板脏污或温度传感器校准偏差,需要进行清洁或更换。如果加热时间波动较大,则可能提示供电电压不稳或加热管接触不良。系统会自动分析加热时间的变化趋势,当偏差超过设定范围时发出预警。这种基于数据的预警机制,使设备维护从被动响应转变为主动预防,有效降低了突发故障的发生率,保障了生产连续性。
设备内置生产数据统计功能,自动记录并显示累计产量、当日产量、合格品数量、不合格品数量、一次合格率等关键生产指标,为生产管理提供客观数据依据。同时,系统分别记录上下层加热平台的单次加热时间、累计加热时间、运行周期数等能耗相关数据,便于分析设备运行效率。所有统计数据可按日、周、月、年自动生成统计报表,并以柱状图、折线图等可视化形式呈现,直观展示生产趋势。报表支持U盘导出或通过以太网接口上传至MES系统,方便管理人员进行数据分析和生产决策。这种精细化的数据管理功能,帮助客户实现生产过程的透明化和数字化管理。通过伺服控制合模精度,将门板骨架与表皮紧密覆合,包覆平整无气泡。
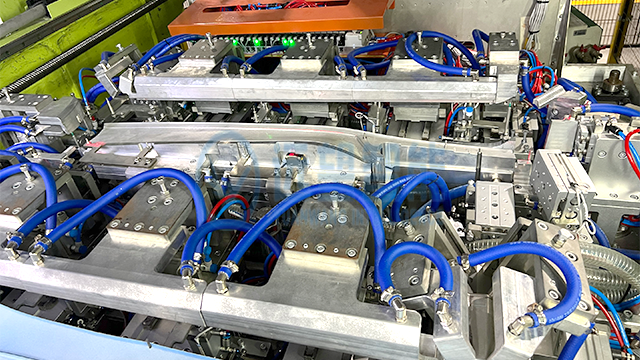
该设备的上下模定位系统采用单独精确定位结构,上模用于固定门板骨架,下模用于定位布料表皮,两者重复定位精度均达到±0.05mm,为包覆奠定了坚实基础。底模集成了先进的真空吸附功能,系统配备高负压真空泵,真空度可达-85kPa,可在2秒内完成表皮吸附,确保表皮在加热和合模过程中始终紧贴模具轮廓。真空管路沿模具轮廓均匀布置24个吸附孔,配合模具表面精细的导气槽设计,使吸附力均匀分布在整个表皮区域。这种高精度的定位方式,有效防止了因物料在加热过程中受热膨胀或气流扰动导致的移位,避免了包覆偏斜、褶皱等常见质量问题,确保每一件产品都能达到主机厂严格的外观尺寸要求。65秒/2件极速节拍,工装一出二布局,可同时包覆两件门板,量产效率突出。内外饰门板包覆设备24小时服务
合模过程平稳,无冲击,保护门板骨架与表皮不受损伤,提升产品良率。扬州门板包覆设备生产厂家
设备支持多种表皮材料的包覆工艺,包括真皮、人造革(PVC/PU)、织物面料以及超纤等新型内饰材料,表皮厚度适用范围为0.8mm-3.5mm。针对不同材料的物理特性,设备可灵活调整工艺参数:真皮包覆时因材料延展性好但耐温性有限,加热温度通常设定为90-110℃,合模压力80-100kN;人造革包覆时加热温度80-100℃,合模压力60-80kN;织物面料因热敏感性较高,加热温度控制在60-80℃,合模压力50-70kN。系统内置了针对常用材料的推荐参数库,工艺人员可根据实际材料特性在此基础上微调。这种材料适应性,使设备能够满足从经济型车型到豪华车型不同内饰配置的生产要求,为客户承接多样化订单提供了技术保障。扬州门板包覆设备生产厂家