商机详情 -
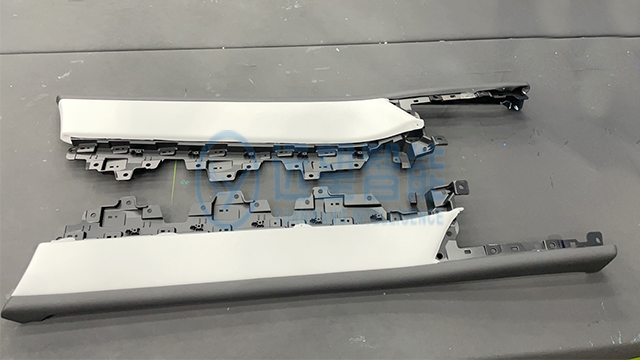
汽车门板包覆设备生产商
设备在处理门板深槽区域包覆时表现优异,包覆深度可达80mm,能够满足大多数乘用车门板复杂造型的需求。对于深度超过50mm的槽型区域,真空吸附系统可提前建立-70kPa以上的高真空度,使表皮充分预成型并紧密贴合槽底,避免合模时产生空鼓。合模过程中,伺服系统采用低速合模策略(20mm/s)配合高压保压(120kN),确保深槽区域的表皮与骨架完全贴合,不留任何空隙。经实际生产验证,深度80mm的深槽区域包覆后气泡率低于0.5%,远远优于行业标准。这种优异的深槽包覆能力,使设备能够应对现代汽车内饰日益复杂的造型设计,满足主机厂对内饰品质不断提升的要求。可根据门板尺寸快速调整设备参数,切换生产不同规格的门板饰板。汽车门板包覆设备生产商
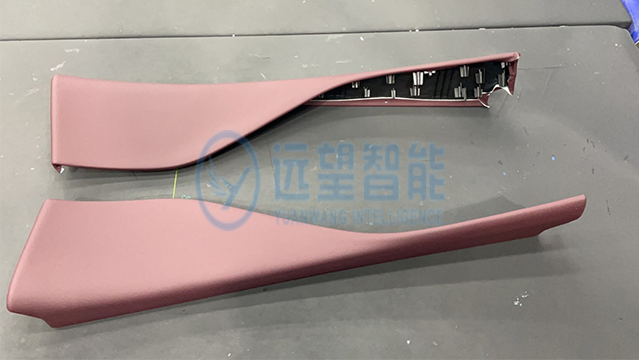
门板包覆
设备的一出二布局不仅提高了生产效率,还简化了设备结构,降低了客户的综合投资成本。两个工位共用一套加热平台、合模系统和冷却系统,相比两台单独设备并联使用,整机占地面积减少40%,设备采购成本降低35%,运行能耗降低30%。同时,两个工位的产品由同一套控制系统管理,工艺参数完全一致,避免了多台设备之间的工艺差异,有利于产品质量的稳定控制。工装间距450mm的设计经过优化,既保证了操作人员有足够的操作空间,又实现了整机尺寸的紧凑性。这种布局设计体现了深圳市远望工业自动化设备有限公司在设备集成设计方面的深厚功底。宝鸡门板包覆设备制造红外加热温度精确可控,可根据胶水特性调节,提升胶水固化效果。
设备生产的门板包覆成品,其包边剥离强度经过严格的测试验证。采用万能试验机进行90°剥离测试,测试速度100mm/min,取样位置包括门板直线边、曲线边和转角部位。实测数据表明,包边剥离力≥25N/cm,远高于主机厂通常要求的15N/cm标准,具有充足的安全裕度。经过高温高湿老化测试(80℃,95%相对湿度,168小时)后,剥离力保持率仍达到85%以上,证明包覆工艺具有良好的耐候性和耐久性。这种强度较高的粘接效果,确保了产品在整个车辆使用寿命周期内不会出现脱胶、起泡等质量问题,满足了主机厂对内饰件耐久性的严格要求。
该设备的上下模定位系统采用单独精确定位结构,上模用于固定门板骨架,下模用于定位布料表皮,两者重复定位精度均达到±0.05mm,为包覆奠定了坚实基础。底模集成了先进的真空吸附功能,系统配备高负压真空泵,真空度可达-85kPa,可在2秒内完成表皮吸附,确保表皮在加热和合模过程中始终紧贴模具轮廓。真空管路沿模具轮廓均匀布置24个吸附孔,配合模具表面精细的导气槽设计,使吸附力均匀分布在整个表皮区域。这种高精度的定位方式,有效防止了因物料在加热过程中受热膨胀或气流扰动导致的移位,避免了包覆偏斜、褶皱等常见质量问题,确保每一件产品都能达到主机厂严格的外观尺寸要求。可灵活切换生产前门上饰板与前门中饰板,无需频繁更换工装,提升效率。
设备的环境适应性设计充分考虑了不同地区、不同季节的车间条件。设备工作环境温度要求0-45℃,相对湿度≤90%(无凝露),在中国北方寒冷地区和南方湿热地区均可稳定运行。设备可在电压波动±10%范围内正常工作,适应中国大部分地区的电网条件,对供电质量要求不高。设备运行噪音经实测,在自动运行状态下整机噪音≤75dB(A),远低于国家《工业企业噪声控制设计规范》85dB(A)的限值要求,为操作人员提供了较为舒适的工作环境。设备表面温度在连续运行状态下不超过45℃,避免了高温烫伤风险,同时减少了车间空调负荷。汽车门板包覆设备可有效替代人工包覆,降低人工误差,提升产品合格率。小型门板包覆设备欢迎选购
通过伺服控制合模精度,将门板骨架与表皮紧密覆合,包覆平整无气泡。汽车门板包覆设备生产商
设备的数据记录功能支持本地存储历史生产数据,存储容量32GB,采用工业级固态硬盘,抗振动、耐高温,确保数据安全可靠。系统可保存连续生产3个月的全部工艺数据和报警记录,满足质量追溯和统计分析的需求。数据采用加密格式存储,防止未经授权的篡改和删除,保证数据的真实性和完整性。当存储空间达到90%时,系统自动提示备份,操作人员可通过USB接口或以太网导出数据。导出的数据为标准CSV格式,可直接用Excel、WPS等常用软件打开分析,方便质量部门进行数据统计、过程能力分析(CPK)和工艺改进,为持续优化生产过程提供数据支持。汽车门板包覆设备生产商