商机详情 -
湘潭磨削夹具工作原理
在现代制造业追求 “无人化” 和 “高效率” 的浪潮下,夹具正经历着从手动到自动化的深刻变革。传统的手动虎钳虽然成本低廉,但装夹速度慢、夹紧力不一致,已无法满足大规模流水线的需求。取而代之的是气动、液压以及电动夹具的广泛应用。液压夹具凭借其强大的动力源,能够提供恒定且巨大的夹紧力,特别适合重切削加工;而气动夹具则以毫秒级的响应速度著称,极大地缩短了辅助时间。更先进的夹具系统开始与机床控制系统深度集成,通过传感器实时监测夹紧状态,一旦发现异常立即报警停机,防止废品产生。这种自动化趋势不仅释放了工人的双手,更重要的是,它保证了每一个工件装夹状态的高度一致性,从而确保了批量生产中产品质量的稳定性,让机床的稼动率达到前所未有的高度。设计高效夹具需要平衡夹紧力与变形量,确保工件夹紧而不变形。湘潭磨削夹具工作原理
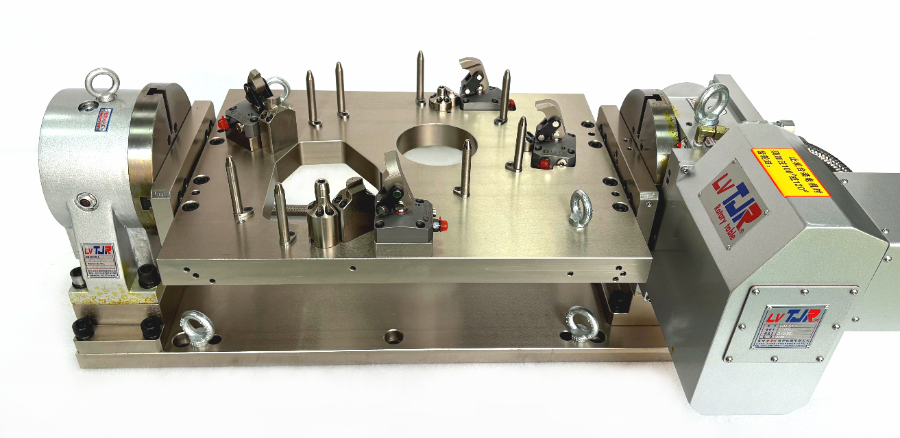
夹具设计的关键不只是将工件固定住,更是一场关于空间与力学的精密博弈。在设计之初,工程师必须深刻理解六点定位原理,这是限制工件六个自由度的基石。然而,理论与实践之间往往存在微妙的差距,这就要求设计者具备极高的空间想象力。一个好的夹具方案,需要在有限的机床行程内,巧妙地安排定位销、压板和辅助支撑的位置。同时,必须充分考虑刀具的运动轨迹,避免夹具本体与旋转的刀柄发生干涉碰撞。此外,排屑设计常被忽视却至关重要,切削产生的铁屑如果不能及时排出,堆积在定位面上,会直接导致工件定位误差,甚至划伤精密表面。因此,夹具设计不只是技术的堆砌,更是经验与智慧的结晶,它要求设计者在刚性、精度、操作便捷性和排屑能力之间找到完美的平衡点,实现工艺系统的整体优化。湘潭磨削夹具工作原理夹具材质环保达标,符合生产安全标准,兼顾实用性与安全性。
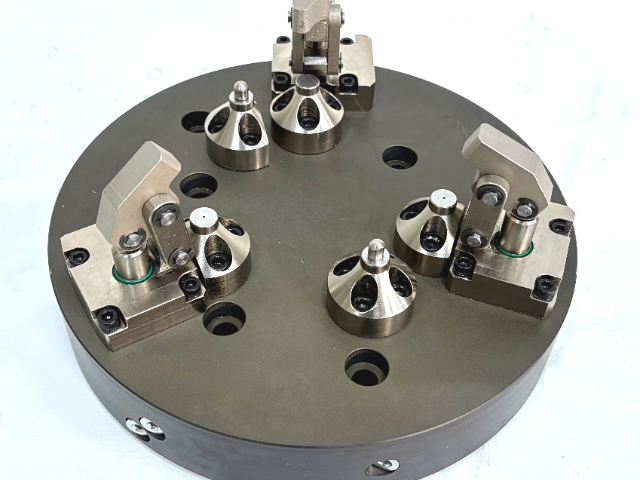
定心夹具的夹紧力均匀且可调,能够根据工件的材质与尺寸灵活调整,既保证夹紧稳定性,又避免工件变形。同时,其结构设计注重刚性与稳定性,能够承受加工过程中产生的切削力与冲击力,确保定心精度的稳定性。在批量生产中,定心夹具能够通过精确的定心定位,保障每一件工件的加工一致性,为回转类精密零部件的高质量生产提供关键支持。适用于轴类、套类、盘类等回转体工件的车削、磨削、铣削等加工工序,尤其适用于对同轴度、圆度等形位公差要求较高的精密加工场景。
许多工厂拥有大量的传统手动机床,为了提升产能,对其进行夹具自动化改造是一种高性价比的方案。比较常见的改造是将手动平口钳更换为气动或液压虎钳,并加装脚踏开关控制,实现双手释放,提高上下料速度。对于车床,可以加装电动卡盘或液压卡盘,配合自动送料器,实现半自动加工。在改造过程中,需要解决动力源接入的问题,通常需要加装小型的液压站或空压机。同时,夹具的接口需要与机床工作台进行标准化适配。这种改造不需要购买昂贵的新设备,就能明显提升老旧设备的自动化水平和生产效率,是许多中小型企业实现技术升级的路径。专门设计的夹具匹配度高;通用夹具适应性广,灵活多变。
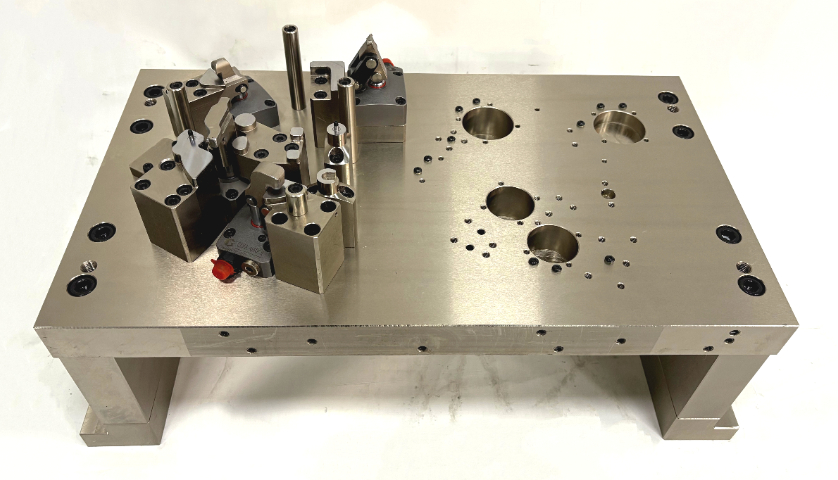
夹具的安装调试便捷性,能够帮助企业快速融入现有加工流程,缩短生产准备时间。夹具采用标准化的安装接口设计,与各类通用机床、专设备能够实现快速对接,无需对机床进行复杂改造。在调试过程中,夹具配备清晰的调试标识与调节机构,操作人员通过简单的工具即可完成定位精度调整、夹紧力度调节等工作。同时,厂家通常会提供详细的安装调试说明书,指导操作人员快速完成夹具的安装、调试与试运行。这种便捷的安装调试特性,让夹具能够快速投入生产使用,减少因安装调试复杂导致的生产延误,帮助企业尽快实现产能提升。没有合适的夹具,再先进的机床也难以发挥出应有的加工效能。湘潭磨削夹具工作原理
液压夹具凭借其恒定的高压力,成为深孔加工和强力铣削的选择。湘潭磨削夹具工作原理
机械加工中,夹具的应用旨在优化加工流程,提升作业效率与质量。其设计注重与加工设备的适配性,能够无缝融入不同的生产线布局。通过灵活的夹持结构,适配多种工件的加工需求,降低设备更换频率。使用过程中,夹具能够稳定夹持工件,减少加工过程中的振动与位移,保障加工精度。同时,其维护成本低,易于清洁与保养,助力企业控制生产成本。通过科学的定位方式,确保工件在加工过程中的位置准确性,提升加工质量的稳定性。 材质选用兼顾强度与韧性,能够承受加工过程中的各种作用力,避免自身损坏,延长使用寿命,为生产加工提供可靠保障。湘潭磨削夹具工作原理