商机详情 -
广东焊接工装夹具品牌
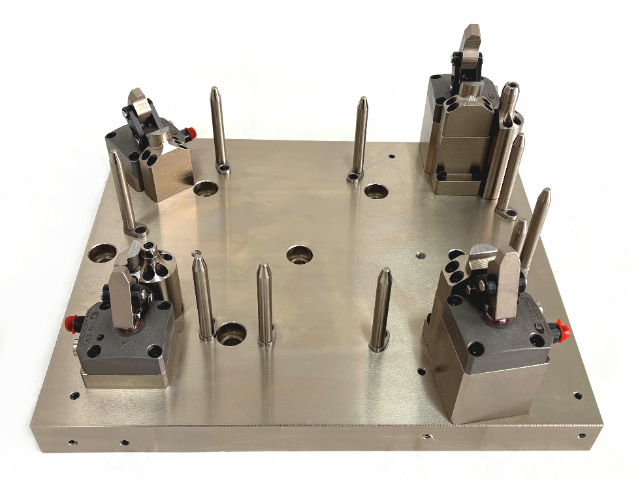
模具加工中,快换夹具是应对多规格模具快速切换的主要工装,能大幅减少设备停机换型时间。这类夹具采用标准化接口设计,通过定位销与模具底座的精确配合,实现模具的快速定位,配合气动锁紧机构,只需数秒即可完成模具的固定与解锁,彻底摆脱传统螺栓固定的繁琐流程。为适配不同重量、尺寸的模具,夹具本体采用强度高的铸铁材质,底部增设加强筋结构,确保承载能力的同时抑制振动,避免加工过程中模具位移影响精度。夹具表面经过耐磨涂层处理,减少长期插拔造成的磨损,延长使用寿命;部分型号配备定位检测传感器,实时确认模具安装到位情况,防止未锁紧状态下启动加工。无论是注塑模具、冲压模具还是压铸模具的加工,快换夹具都能通过灵活适配性和稳定的定位效果,提升生产线的柔性化水平,满足模具行业多品种、小批量的生产需求。夹具通用性设计贴合多样生产需求,减少专门配置夹具的成本。广东焊接工装夹具品牌
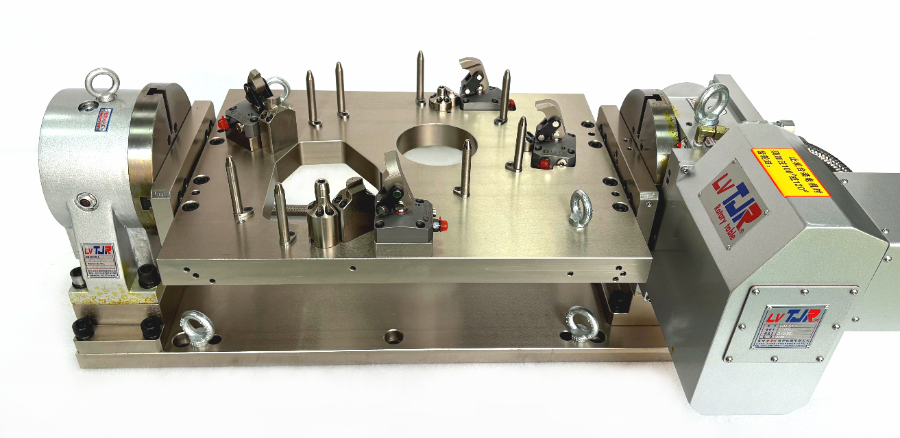
模块化组合夹具以标准化、通用化的组件为重点,通过科学的模块划分与精细的配合设计,实现各组件的灵活拆分、重组与互换,适配不同结构、尺寸规格的精密工件加工需求。其组件涵盖定位模块、夹紧模块、支撑模块、连接模块等多个类别,每个模块均经过精密加工,确保组件间的配合精度与连接可靠性。在实际应用中,可根据工件的结构特点、加工工序要求以及设备类型,快速搭建出针对性的装夹方案,大幅减少换型调整时间,提升生产调度的灵活性。南通装配夹具采购夹具材质环保达标,符合生产安全标准,兼顾实用性与安全性。
夹具的定位原理与方法定位是夹具的主要功能之一,其原理是通过限制工件的自由度,使工件在机床坐标系中占据确定的位置。工件在空间里共有六个自由度,即沿 X、Y、Z 轴的移动和绕 X、Y、Z 轴的转动,定位的本质就是根据加工要求限制其中部分或全部自由度。常见的定位方法包括平面定位、孔定位、外圆定位等,平面定位通过工件的平面与夹具的定位平面接触,限制三个移动自由度;孔定位利用定位销与工件的孔配合,限制两个移动自由度和一个转动自由度;外圆定位则通过 V 形块等元件与工件外圆接触,限制两个移动自由度。合理的定位方法能确保加工精度,避免出现尺寸偏差或形状误差。
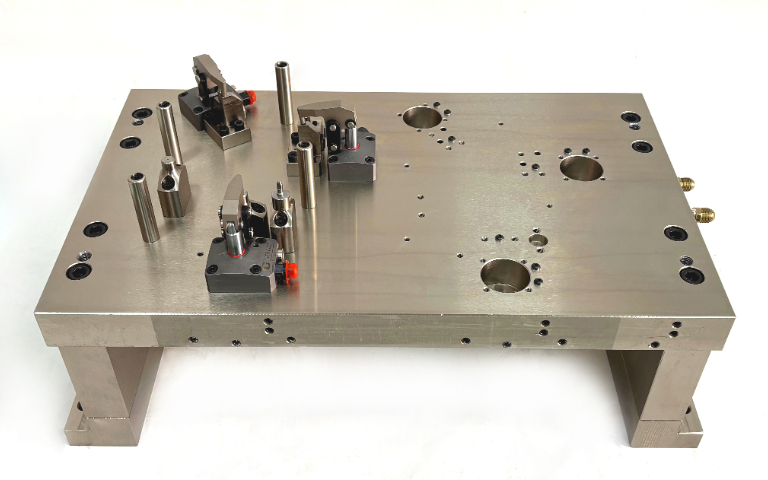
手动精密夹具以人工调节为操作方式,凭借结构紧凑、操作灵活的特点,在小批量精密加工、样品试制以及个性化定制加工场景中发挥重要作用。其设计注重操作便捷性与定位精确度的平衡,通过螺旋传动、杠杆传动等精密传动机构,实现对夹紧力与定位位置的精细调节,操作人员可根据工件的具体特性与加工要求,灵活调整装夹参数,确保装夹的适配性与可靠性。该类夹具的定位元件采用高精度加工工艺制造,定位基准精确,能够为工件提供稳定的定位支撑,有效保障加工过程中的位置精度。夹具夹持稳定性强,即使在高速加工中也能保持工件定位精确。
模块化夹具尤其适用于多品种、小批量的生产场景,能够有效降低专门定制夹具的设计与制造成本,缩短生产准备周期。可灵活拆分重组,适配多类型、多规格精密工件加工。组件间配合精确,定位与夹紧机构设计科学,能快速搭建针对性装夹方案,减少换型调整时间。同时,模块化的设计便于后期维护与升级,组件的通用性使其可重复利用,既提高了资源利用率,又降低了生产成本。其稳定的装夹性能与灵活的适配能力,使其在精密机械制造领域中,成为应对多样化加工需求、提升生产效率的重要装备。夹具定位速度快捷,缩短辅助作业时间,进一步提升产能。广东四轴夹具厂家供应
夹具适配小型精密工件,精细夹持不损伤,保障细微加工质量。广东焊接工装夹具品牌
新能源汽车行业的快速发展对夹具提出了诸多特殊要求,尤其是在电池包、电机、电控等关键部件的加工与装配中。电池包壳体多为铝合金材质,质地较软,夹具需采用柔性夹紧方式,避免产生夹紧变形,同时定位精度需控制在微米级,确保壳体的密封性和装配精度;电机转子、定子的加工对同轴度要求极高,夹具需具备高精度的定心功能,减少加工过程中的圆跳动误差;此外,新能源汽车部件生产批量大、节拍快,夹具需具备高自动化程度和快速换型能力,适应多品种、大批量的生产需求。同时,部分部件加工涉及高压、高温环境,夹具还需具备良好的耐热、耐压性能,确保使用安全。广东焊接工装夹具品牌