商机详情 -
上海夹具设备
在焊接工艺体系里,焊接夹具作为确保焊接质量与效率的关键装备,承担着定位、夹紧焊件的重要职责。在定位环节,焊接夹具借助定位销、定位块等元件,依据焊件的形状与尺寸,将其固定在焊接所需位置,严格限制焊件自由度,避免焊接过程中出现位移偏差。与此同时,夹紧装置对焊件施加稳定且均匀的夹紧力,让焊件在焊接热量与外力作用下,始终保持既定位置。值得强调的是,设计焊接夹具时,需充分考虑焊件材质、焊接方法及生产批量,实现定位与夹紧协同配合,这对保障焊接质量稳定性、提升生产效率,推动焊接行业技术进步至关重要。高精度微调夹具,能实现微米级调整,为制造超精密零件提供可靠保障。上海夹具设备
夹具的标准化生产能提升其通用性与互换性。随着制造业的发展,夹具的标准化成为趋势 —— 通过制定统一的模块尺寸、接口标准,让不同厂家生产的夹具模块可相互兼容、互换。比如组合夹具的定位模块、夹紧模块,若采用统一标准,企业可从不同厂家采购模块,灵活组合,降低采购与库存成本;标准化的夹具接口能适配不同品牌、型号的机床,减少因设备适配问题导致的夹具改造。同时,标准化生产能提升夹具的生产效率,减少制造成本,让中小企业也能轻松获取高质量的夹具。此外,标准化的夹具维护更便捷,损坏的模块可快速更换,减少停机时间,推动整个制造业生产效率的提升。咸阳液压夹具特殊结构设计,减少磨削时的震动干扰。
夹具的检测与校准是保障其精度的重要环节,需定期使用设备进行精度验证。常用的检测工具包括三坐标测量仪、百分表、杠杆表等,检测时需将夹具固定在检测平台上,测量定位元件的平面度、垂直度以及各定位点之间的距离误差。例如检测钻床夹具的定位精度时,需通过三坐标测量仪测量夹具上定位销的中心距与钻套中心距的偏差,确保偏差控制在 0.01mm 以内,避免钻孔时出现孔位偏移。若检测发现夹具精度超标,需及时通过研磨、调整垫片等方式进行校准,恢复夹具的定位精度。
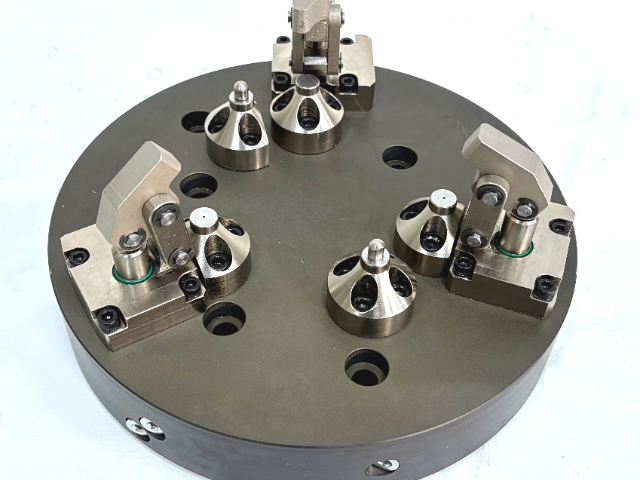
定位精度是焊接夹具设计的重心要素。在实际操作中,要根据焊件的几何形状、尺寸公差和焊接要求,合理选择定位元件,并优化定位点分布。以焊接高精度的平板类焊件为例,采用平面定位与圆柱销定位相结合的方式,能有效限制焊件的自由度,减少定位误差。同时,夹紧力的调控不容忽视。过大的夹紧力可能导致焊件变形,影响焊接精度;过小的夹紧力则无法保证焊件在焊接过程中的稳定性。此外,夹具的结构需具备足够刚性,以抵抗焊接过程中产生的热应力和机械应力,确保焊件定位准确。为满足复杂生产需求,这款组合式夹具可灵活拼接,随意变换形状,适配多种加工场景.

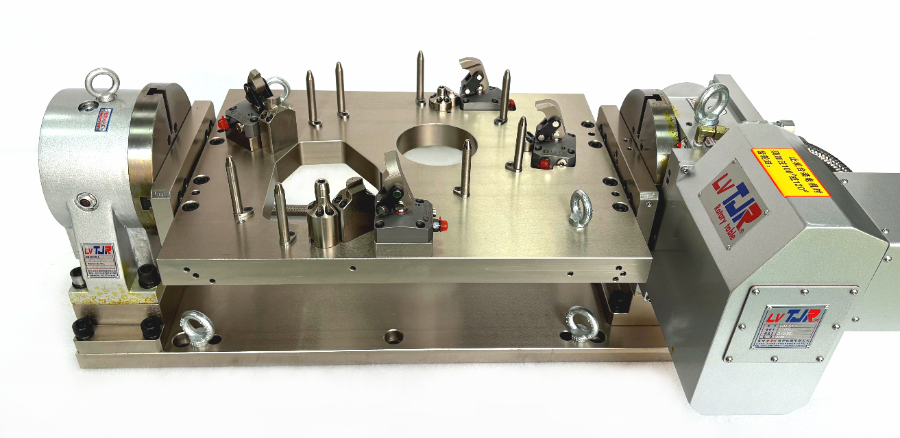
随着制造业向智能化、数字化方向转型,焊接夹具的智能化升级成为必然趋势。智能化焊接夹具配备多种传感器,如位移传感器、压力传感器等,能实时监测夹具的工作状态和焊件的焊接精度。通过传感器反馈的数据,系统可自动调整夹紧力和焊接参数,避免因参数不当导致的焊接缺陷。同时,数字化设计技术的应用,极大缩短了夹具的设计周期,提升了设计质量。借助计算机辅助设计软件,可对夹具进行虚拟装配和模拟焊接,提前发现设计问题,降低设计成本,提高设计效率。夹具凭借多工位设计,实现一次装夹多工序加工,有效减少换夹时间,提高生产节奏。湘潭多工位气动夹具夹具选型
型固定工具采用强化结构,承重力强,可安全夹持重型工件加工。上海夹具设备
铣削夹具在模具制造行业同样发挥着重要作用。模具的形状复杂,精度要求高,铣削夹具通过精确的定位和夹紧,能够实现模具的高精度加工。例如,在注塑模具的加工过程中,铣削夹具能够保证模具型腔的尺寸精度和表面质量,提高模具的使用寿命和注塑产品的质量。模具制造行业对生产周期要求较高,铣削夹具的高效装夹功能。在铣削加工中,切削参数的选择与铣削夹具密切相关。合理的切削参数能够提高加工效率,降低刀具磨损,同时也能减轻夹具的负担。例如,选择合适的切削速度、进给量和切削深度,能够减少铣削力,降低夹具的振动和变形。因此,在实际生产中,需根据夹具的性能和工件的材料。上海夹具设备