-
 安徽三维影像测量仪多少钱
发布时间:2026.04.18
安徽三维影像测量仪多少钱
发布时间:2026.04.18
仪器还具有良好的兼容性和扩展性,可以与多种测量软件和设备进行无缝对接。用户可以根据需要选择适合的测量软件,实现与其他设备的协同工作和数据共享。影像测量仪在质量控制方面发挥着重要作用。它能够实时监测生产...
-
 广州全自动闪测仪多少钱一个
发布时间:2026.04.17
广州全自动闪测仪多少钱一个
发布时间:2026.04.17
大尺寸闪测仪的技术发展是一个持续迭代与创新的过程。随着光学技术、计算技术与材料科学的进步,大尺寸闪测仪的性能不断提升,功能日益丰富。例如,新一代大尺寸闪测仪已开始采用超分辨光学技术,通过突破衍射极限实...
-
 杭州中小型零件尺寸检测工具
发布时间:2026.04.16
杭州中小型零件尺寸检测工具
发布时间:2026.04.16
在保证检测精度的前提下,提高平板零件尺寸快速检测的效率是企业关注的重点。一方面,可以通过优化检测设备的硬件性能,如采用更高速的图像采集设备、更强大的数据处理芯片等,缩短图像采集和数据处理的时间。另一方...
-
 江西激光切割零件尺寸检测要点
发布时间:2026.04.15
江西激光切割零件尺寸检测要点
发布时间:2026.04.15
实际生产环境中,粉尘、油污、强光等干扰因素可能影响检测数据准确性。为增强系统鲁棒性,需从硬件防护与算法优化两方面入手。硬件方面,采用密封式传感器设计,防止异物侵入;或增加气幕装置,在检测区域形成清洁空...
-
 杭州快速闪测仪应用
发布时间:2026.04.14
杭州快速闪测仪应用
发布时间:2026.04.14
大尺寸闪测仪的数据管理能力是其融入智能制造体系的关键支撑。现代工业生产强调数据驱动的决策优化,传统测量工具通常只能输出单一数值结果,难以支持深度分析。大尺寸闪测仪内置大数据处理模块,可自动存储、分析检...
-
 江苏FAI样品检测软件试用版
发布时间:2026.04.14
江苏FAI样品检测软件试用版
发布时间:2026.04.14
QA-CAD首件检测报告软件是一款专为制造业设计的智能化工具,其关键价值在于通过自动化流程重构传统首件检验模式,将图纸标注解析、尺寸数据采集与报告生成三大环节深度整合。该软件突破了传统手工操作的局限,...
-
 湖北激光切割钣金检测流程
发布时间:2026.04.13
湖北激光切割钣金检测流程
发布时间:2026.04.13
尺寸测量是钣金检测中不可或缺的一部分。钣金件的尺寸精度直接影响到其与其他零部件的装配效果和产品的整体性能。在尺寸测量过程中,通常会使用各种精密的测量工具,如游标卡尺、千分尺、三坐标测量仪等。这些工具能...
-
 武汉零件缺陷快速检测流程
发布时间:2026.04.13
武汉零件缺陷快速检测流程
发布时间:2026.04.13
平板零件尺寸快速检测是质量管理的重要环节,与质量管理体系紧密相连。通过快速检测,企业可以及时掌握平板零件的尺寸质量状况,为质量控制提供准确的数据支持。在质量管理过程中,将检测结果与预设的质量标准进行对...
-
 山东钣金件厚度检测
发布时间:2026.04.12
山东钣金件厚度检测
发布时间:2026.04.12
在钣金检测过程中,对焊接质量的检查也是不容忽视的。许多钣金件需要通过焊接工艺将多个部件连接在一起,焊接质量的好坏直接关系到钣金件的整体强度和可靠性。常见的焊接缺陷包括气孔、夹渣、裂纹、未熔合等。气孔是...
-
 北京零件外观尺寸快速检测
发布时间:2026.04.11
北京零件外观尺寸快速检测
发布时间:2026.04.11
检测系统的长期运行难免出现故障,快速定位并修复故障是保障生产连续性的关键。基于信号处理的故障诊断方法通过分析传感器输出信号的时域、频域特征,识别异常模式。例如,激光扫描仪的光强信号若出现周期性波动,可...
-
 浙江零件快速测量检测去哪找
发布时间:2026.04.11
浙江零件快速测量检测去哪找
发布时间:2026.04.11
平板零件尺寸快速检测的关键在于光学、激光或结构光等非接触式传感技术的集成应用。以激光三角测量为例,激光发射器将光束投射至零件表面,反射光通过透镜组聚焦至探测器,通过分析光斑位移计算表面高度信息。结构光...
-
 测量尺寸检测软件官方版
发布时间:2026.04.10
测量尺寸检测软件官方版
发布时间:2026.04.10
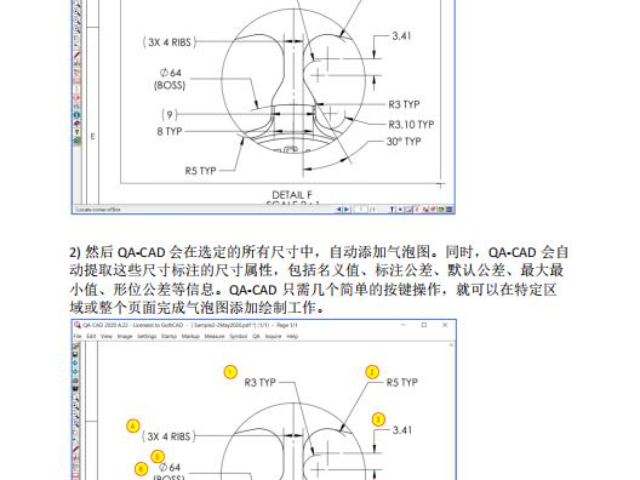
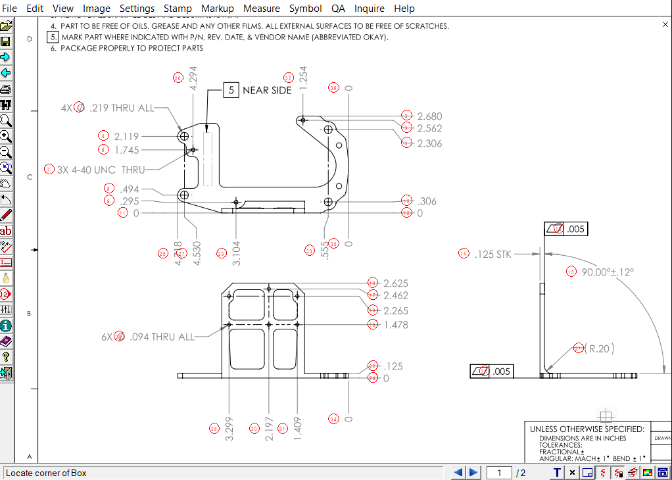
该软件的自动化能力不只体现在尺寸提取环节,更延伸至气泡图生成与报告编制。在航空、汽车等高精度制造领域,首件检测需通过气泡图标注图纸上的每个检测点,并关联至检测表格中的对应行。QA-CAD支持通过框选或...
-
 广州平板零件尺寸快速检测去哪找
发布时间:2026.04.09
广州平板零件尺寸快速检测去哪找
发布时间:2026.04.09
平板零件尺寸快速检测依托于多种先进技术。光学测量技术是其中关键一环,通过利用光的传播特性,如反射、折射等,结合高精度光学传感器,能够快速捕捉平板零件表面的几何信息。激光扫描技术也发挥着重要作用,激光束...
-
 广州在线QA-CAD推荐
发布时间:2026.04.09
广州在线QA-CAD推荐
发布时间:2026.04.09
与测量设备的无缝集成是QA-CAD提升效率的关键。在三坐标测量机(CMM)、光学投影仪等检测设备的数据输出环节,传统方式需人工将测量值键入检测表格,易引入录入错误。QA-CAD通过开放API接口,支持...
-
 杭州零件尺寸在线检测咨询
发布时间:2026.04.09
杭州零件尺寸在线检测咨询
发布时间:2026.04.09
一个完整的平板零件尺寸快速检测系统通常由硬件模块与软件算法两部分组成。硬件模块包括高精度传感器(如激光位移传感器、工业相机)、多轴运动平台、光源系统及数据采集卡等。传感器负责捕捉零件表面几何信息,运动...
-
 深圳钣金件厚度检测
发布时间:2026.04.08
深圳钣金件厚度检测
发布时间:2026.04.08
钣金检测还需要关注钣金件的强度和刚度。强度是指钣金件抵抗破坏的能力,刚度则是指钣金件抵抗变形的能力。在不同的应用场景中,对钣金件的强度和刚度要求各不相同。例如,在汽车车身中,钣金件需要具备足够的强度来...
-
 安徽激光切割零件尺寸检测报价
发布时间:2026.04.08
安徽激光切割零件尺寸检测报价
发布时间:2026.04.08
平板零件尺寸快速检测依托于多种先进技术。光学测量技术是其中关键一环,通过利用光的传播特性,如反射、折射等,结合高精度光学传感器,能够快速捕捉平板零件表面的几何信息。激光扫描技术也发挥着重要作用,激光束...
-
 江苏数控冲床零件快速检测怎么使用
发布时间:2026.04.08
江苏数控冲床零件快速检测怎么使用
发布时间:2026.04.08
零件在检测过程中可能因自身运动或外部力作用产生变形,动态补偿技术通过实时监测变形量并修正测量结果,确保检测准确性。加速度传感器可测量零件振动频率与幅值,结合有限元分析模型预测变形分布,进而对激光扫描或...
-
江西零件尺寸在线检测解决方案
发布时间:2026.04.07
平板零件尺寸快速检测的测量原理多种多样。基于三角测量原理的激光扫描技术,通过激光发射器、接收器和被测平板零件表面构成一个三角形,根据激光在零件表面的反射角度和已知的基线长度,计算出零件表面各点到测量基...
-
 杭州零件外观尺寸快速检测分析
发布时间:2026.04.07
杭州零件外观尺寸快速检测分析
发布时间:2026.04.07
精度是平板零件尺寸快速检测的关键指标之一。为了保障检测精度,需要从多个方面入手。在设备选型方面,要选择高精度、高稳定性的检测设备,确保其具备足够的分辨率和测量范围。在检测环境上,要控制温度、湿度、振动...
-
 武汉医疗器械钣金快速检测咨询
发布时间:2026.04.07
武汉医疗器械钣金快速检测咨询
发布时间:2026.04.07
为适应不同行业与企业的需求,快速检测技术需遵循国际或行业标准,并具备良好的兼容性。硬件接口方面,系统支持多种通信协议,如以太网、RS485、USB等,可与现有生产线设备无缝对接。软件层面,检测报告格式...
-
 上海零件缺陷快速检测公司
发布时间:2026.04.06
上海零件缺陷快速检测公司
发布时间:2026.04.06
为了确保平板零件尺寸快速检测的精度,需要采取一系列的保障措施。首先,要选择高精度的测量传感器,传感器的精度直接影响到检测结果的准确性。其次,要对检测系统进行定期的校准和维护,消除系统误差和环境因素对检...
-
深圳QA-CAD多少钱一套
发布时间:2026.04.06
软件扩展性通过模块化架构实现。基础版提供关键的尺寸采集与报告生成功能,企业可根据需求选配SPC分析模块、3D模型关联模块或CMM设备直连模块。API接口支持与PLM系统深度集成,实现图纸版本自动同步及...
-
杭州零件快速测量检测厂家
发布时间:2026.04.06
为了确保平板零件尺寸快速检测设备的正常运行和检测精度,定期的维护与保养是必不可少的。维护人员要按照设备的使用说明书和维护手册,制定详细的维护计划,定期对设备进行清洁、润滑、检查和调试。在清洁过程中,要...
-
 武汉医疗器械钣金检测排名
发布时间:2026.04.05
武汉医疗器械钣金检测排名
发布时间:2026.04.05
钣金检测工作的准确性和可靠性很大程度上取决于检测人员的技能水平。检测人员需要具备扎实的专业知识和丰富的实践经验,熟悉钣金加工工艺和检测标准。他们需要掌握各种检测工具和设备的使用方法,能够准确地进行尺寸...
-
 江西FAI样品检测软件管理工具
发布时间:2026.04.05
江西FAI样品检测软件管理工具
发布时间:2026.04.05
QA-CAD允许用户创建高度定制化的报告模板,以满足企业品牌与合规需求。用户可上传企业LOGO、调整报告配色方案、添加自定义页眉页脚,并设置特定字段的显示规则(如隐藏非关键尺寸、突出显示超差项)。例如...
-
江苏零件缺陷快速检测系统
发布时间:2026.04.05
标准化建设是平板零件尺寸快速检测工作规范化和科学化的重要保障。企业应制定完善的检测标准和操作规范,明确检测项目、检测方法、检测精度要求等内容,使检测工作有章可循。同时,要建立检测数据的记录和存档制度,...
-
 深圳数控冲床零件快速检测中心
发布时间:2026.04.04
深圳数控冲床零件快速检测中心
发布时间:2026.04.04
为了提高平板零件尺寸快速检测的准确性和可靠性,多传感器融合技术得到了普遍应用。将不同类型的传感器,如激光扫描仪、工业相机、位移传感器等进行有机结合,充分发挥各传感器的优势。激光扫描仪能够快速获取零件的...
-
 深圳零件外观尺寸快速检测哪家好
发布时间:2026.04.04
深圳零件外观尺寸快速检测哪家好
发布时间:2026.04.04
为适应不同行业与企业的需求,快速检测技术需遵循国际或行业标准,并具备良好的兼容性。硬件接口方面,系统支持多种通信协议,如以太网、RS485、USB等,可与现有生产线设备无缝对接。软件层面,检测报告格式...
-
医疗器械钣金快速检测流程
发布时间:2026.04.04
机器视觉技术是另一种在平板零件尺寸快速检测中发挥重要作用的技术。它通过图像采集设备获取平板零件的图像,然后利用计算机视觉算法对图像进行处理和分析,提取出零件的边缘、轮廓等特征信息,进而计算出零件的尺寸...