-

 武汉精密钣金快速检测分析
发布时间:2026.06.25
武汉精密钣金快速检测分析
发布时间:2026.06.25
软件算法是快速检测的“大脑”,其关键任务是将原始数据转化为可量化的尺寸参数。预处理阶段需解决噪声抑制与特征增强问题,自适应中值滤波可有效去除脉冲噪声,而各向异性扩散算法能在保留边缘信息的同时平滑表面纹...
-
 首件检测软件使用
发布时间:2026.06.24
首件检测软件使用
发布时间:2026.06.24
QA-CAD的扩展性为其在多元化制造场景中的应用提供了可能。软件采用模块化架构设计,关键功能与行业插件分离,企业可根据自身需求灵活配置。例如,汽车零部件制造商可加载“焊接件检测插件”,增加焊缝尺寸、熔...
-
 武汉医疗器械钣金快速检测解决方案
发布时间:2026.06.23
武汉医疗器械钣金快速检测解决方案
发布时间:2026.06.23
平板零件作为工业制造中的基础构件,其尺寸精度直接影响产品装配质量与功能稳定性。传统检测方式依赖人工卡尺、千分尺等工具,不只效率低下,且易受操作人员经验影响,导致结果波动。随着制造业向智能化、高精度方向...
-
 北京零件快速测量检测公司
发布时间:2026.06.23
北京零件快速测量检测公司
发布时间:2026.06.23
自动化是快速检测技术的重要优势,其流程涵盖零件上料、定位、检测、分拣等多个环节。通过集成机器人或传送带系统,零件可自动传输至检测工位,无需人工干预。视觉引导技术利用摄像头实时追踪零件位置,指导机械臂准...
-
 广州零件尺寸快速检测平台
发布时间:2026.06.22
广州零件尺寸快速检测平台
发布时间:2026.06.22
快速检测技术不只提供数据,还需具备智能决策能力,辅助用户优化生产流程。系统通过分析历史检测数据,可识别尺寸偏差的规律性,如特定工序或设备导致的系统性误差。基于机器学习模型,系统能预测未来检测趋势,提前...
-
 一键闪测仪厂商
发布时间:2026.06.21
一键闪测仪厂商
发布时间:2026.06.21
传统测量设备的维护模式以故障后维修为主,易导致生产中断与数据丢失。大尺寸闪测仪通过物联网技术与预测性维护算法,实现了设备状态的实时监控与维护需求的准确预测。其内置的传感器网络可持续采集光学系统温度、电...
-
深圳激光切割零件尺寸检测机构
发布时间:2026.06.20
人机交互设计直接影响快速检测技术的易用性与普及度。现代检测系统通常配备触摸屏或图形化操作界面,用户可通过简单拖拽、点击完成检测参数设置,无需专业编程知识。实时数据可视化功能将检测结果以图表、三维模型等...
-
 杭州汽车钣金检测
发布时间:2026.06.20
杭州汽车钣金检测
发布时间:2026.06.20
钣金检测是制造业中至关重要的一环,它贯穿于钣金件从原材料到成品的全过程。钣金件普遍应用于汽车、航空航天、电子设备等众多领域,其质量直接影响到产品的性能、安全性和可靠性。钣金检测的关键目的在于确保钣金件...
-
 湖北位置度钣金检测方案
发布时间:2026.06.19
湖北位置度钣金检测方案
发布时间:2026.06.19
尺寸测量是钣金检测的关键内容之一,准确的尺寸测量对于保证钣金件质量至关重要。常用的尺寸测量工具包括卡尺、千分尺、高度尺等,这些工具可以测量钣金件的长度、宽度、高度、直径等基本尺寸。对于一些复杂的钣金件...
-
 山东国产QA-CAD获取定价
发布时间:2026.06.18
山东国产QA-CAD获取定价
发布时间:2026.06.18
QA-CAD首件检测报告软件通过自动化、智能化、兼容性、安全性等多维度的创新,重新定义了首件检验的工作标准。它不只是一款工具,更是制造业数字化转型的助推器,帮助企业从繁琐的纸质流程中解放出来,将更多精...
-
 广州钣金件检测
发布时间:2026.06.17
广州钣金件检测
发布时间:2026.06.17
折弯是钣金加工中常见的工序之一,折弯角度的准确性直接影响到钣金件的形状和使用性能。在检测折弯角度时,可以使用角度尺、都能角度尺等工具。对于一些精度要求较高的钣金件,还可以使用光学投影仪进行检测。光学投...
-
 江苏全尺寸检测报告软件系统
发布时间:2026.06.17
江苏全尺寸检测报告软件系统
发布时间:2026.06.17
QA-CAD的环保理念体现在其数字化工作流程中。传统首件检测需打印大量图纸与检测表格,不只消耗纸张,还因反复修改产生废弃物。QA-CAD通过全电子化操作,从图纸标注到报告生成均无需纸质介质,明显减少了...
-
 浙江国产闪测仪价格
发布时间:2026.06.16
浙江国产闪测仪价格
发布时间:2026.06.16
大尺寸闪测仪的功能不只限于二维尺寸测量,其通过光学系统的扩展与算法升级,已逐步具备三维形貌分析能力。在传统二维测量中,工件的高度信息或曲面特征往往需要通过多次定位或辅助设备获取,而大尺寸闪测仪通过集成...
-
 武汉国产QA-CAD辅助工具
发布时间:2026.06.16
武汉国产QA-CAD辅助工具
发布时间:2026.06.16
跨平台兼容性是QA-CAD覆盖全场景应用的技术保障。软件主体采用跨平台框架开发,支持Windows、Linux及macOS操作系统,满足不同企业的IT环境需求。在移动端,其提供轻量化Web版本,工程师...
-
 广州QA-CAD软件系统
发布时间:2026.06.16
广州QA-CAD软件系统
发布时间:2026.06.16
QA-CAD通过开放平台战略构建了普遍的行业生态。其API接口允许第三方软件(如MES、QMS、PLM)调用QA-CAD的检测功能,实现数据共享与流程联动。例如,当PLM系统发布新版本图纸时,可自动触...
-
 杭州全自动样品全尺寸报告软件怎么使用
发布时间:2026.06.16
杭州全自动样品全尺寸报告软件怎么使用
发布时间:2026.06.16
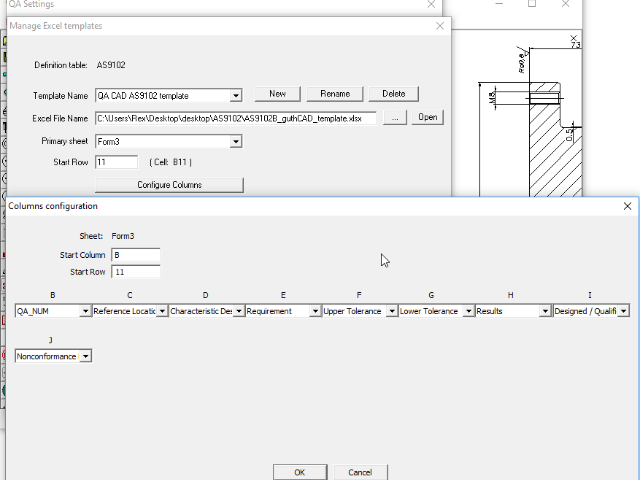
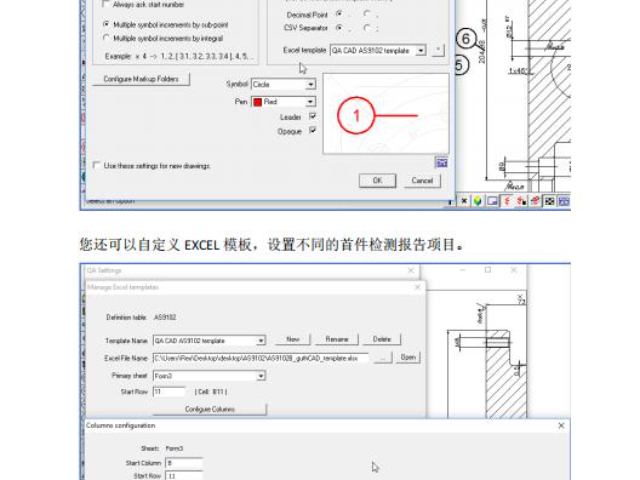
QA-CAD的报告生成模块支持高度定制化输出。用户可根据需求选择报告模板(如AS9102表格1-3、P检查表),并自定义字段(如检测日期、操作员、设备编号)。报告内容不只包含尺寸测量值与公差对比结果,...
-
江西FAI样品检测软件使用
发布时间:2026.06.16
QA-CAD的兼容性设计覆盖了制造业常用的图纸与数据格式。其支持DWG、DXF、PDF、TIFF等矢量与光栅文件,并可解析SolidWorks、CATIA、UG等主流CAD软件的生成的3D模型标注。在...
-
 深圳样品测量全尺寸报告软件设计
发布时间:2026.06.15
深圳样品测量全尺寸报告软件设计
发布时间:2026.06.15
成本效益优势是QA-CAD赢得市场认可的关键逻辑。相较于传统检测方式,软件通过自动化流程将报告生成时间缩短,同时减少人工录入导致的错误率。在硬件投入方面,其兼容市面主流测量设备,企业无需更换现有硬件即...
-
山东全尺寸检测软件平台
发布时间:2026.06.15
数据安全体系遵循ISO 27001标准构建。传输过程采用AES-256加密算法,确保测量数据在局域网或云端传输时的保密性。存储层面实施角色权限管理,不同用户组只能访问其职责范围内的图纸及报告数据。审计...
-
 样品验证全尺寸报告软件设备
发布时间:2026.06.15
样品验证全尺寸报告软件设备
发布时间:2026.06.15
操作界面设计体现了QA-CAD首件检测报告软件对用户体验的深度思考。主界面采用三栏式布局,左侧为图纸导航树,中间是检测工作区,右侧为属性编辑面板,符合工程师的操作习惯。智能向导系统可根据用户操作步骤自...
-
 上海FAI首件检测报告软件供应商
发布时间:2026.06.15
上海FAI首件检测报告软件供应商
发布时间:2026.06.15
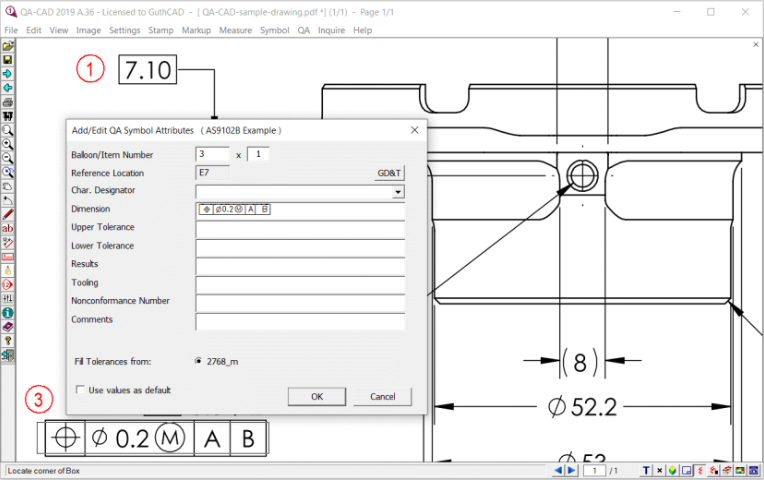
尺寸公差分析模块是QA-CAD提升检测深度的关键。软件内置国际通用的公差标准库,涵盖ISO、ANSI、DIN、JIS等体系,用户可自定义公差带范围及判断规则。在分析过程中,系统自动计算实际测量值与理论...
-
 北京大量程闪测仪价位
发布时间:2026.06.14
北京大量程闪测仪价位
发布时间:2026.06.14
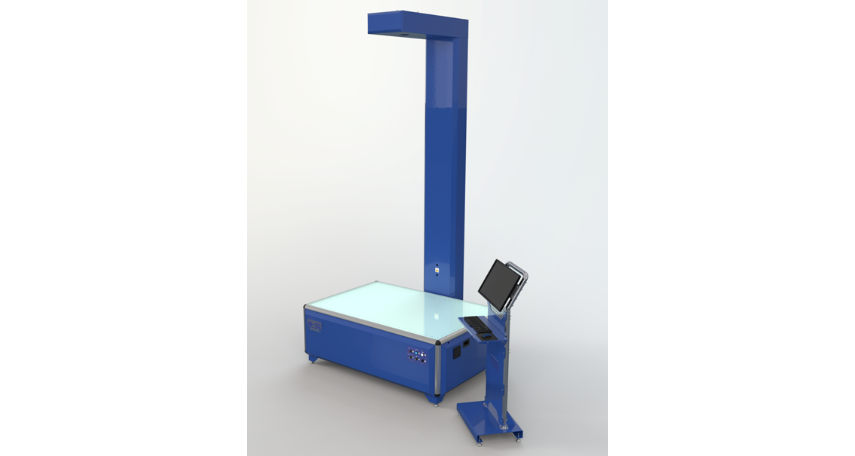
传统测量仪器,如二次元影像仪,受限于镜头视野与工作台尺寸,通常只能测量工件的局部区域。若需检测大尺寸工件的整体尺寸或形位公差,需多次移动工件或拼接测量结果,不只效率低下,且拼接误差可能累积,影响之后精...
-
 江苏全尺寸检测报告软件排行榜
发布时间:2026.06.14
江苏全尺寸检测报告软件排行榜
发布时间:2026.06.14
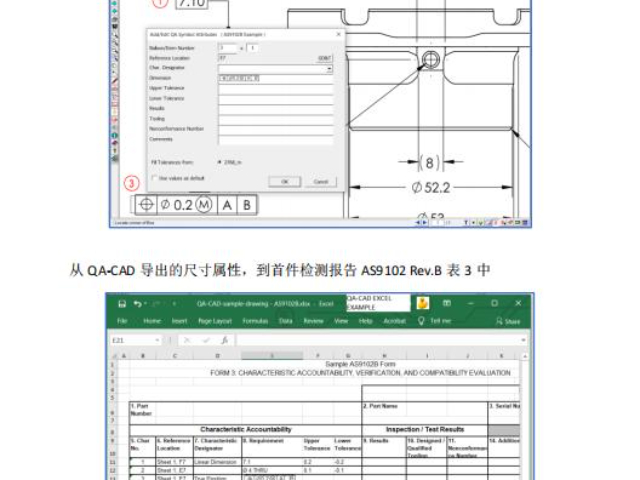
报告生成模块是QA-CAD首件检测报告软件与生产实践深度结合的体现。系统预置了AS9102 Rev.B、ISO 13485、FDA 21 CFR Part 820等20余种行业报告模板,支持用户自定义...
-
上海样品测量全尺寸报告软件有哪些
发布时间:2026.06.14
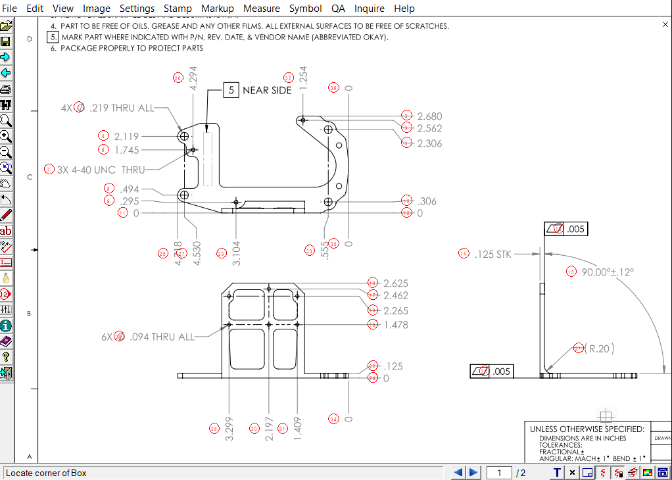
QA-CAD首件检测报告软件是一款专为制造业设计的智能化工具,其关键价值在于通过自动化流程重构传统首件检验模式,将图纸标注解析、尺寸数据采集与报告生成三大环节深度整合。该软件突破了传统手工操作的局限,...
-
北京样品验证全尺寸报告软件意义
发布时间:2026.06.14
QA-CAD支持与多种检测设备的硬件集成,包括CMM、光学投影仪、激光扫描仪、三坐标测量臂等。通过设备接口协议(如DMIS、IGES、STEP),软件可直接读取测量设备的原始数据,并自动与图纸标注进行...
-
产品全尺寸检验报告软件设计
发布时间:2026.06.13
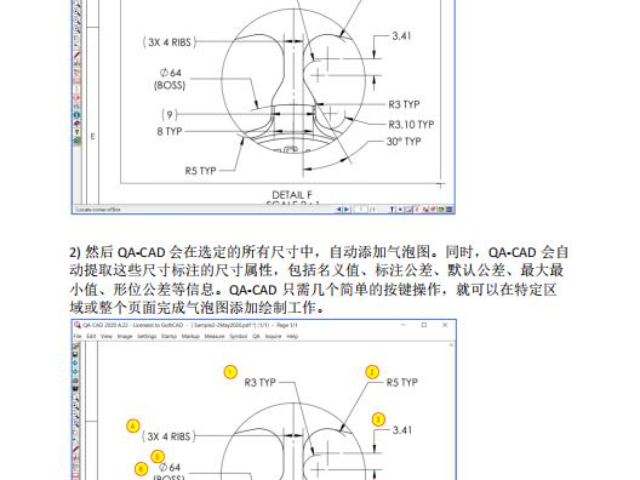
QA-CAD通过自动化技术重构了首件检测的作业范式。传统模式下,检测人员需手动标注图纸、记录测量值、计算公差偏差并填写报告,整个过程耗时且易出错。而QA-CAD的“一键检测”功能可将上述流程压缩至分钟...
-
 武汉钣金检测有哪些
发布时间:2026.06.13
武汉钣金检测有哪些
发布时间:2026.06.13
无损检测技术是一种在不破坏钣金件的前提下,对其内部质量和缺陷进行检测的方法。在钣金检测中,常用的无损检测技术包括超声波检测、射线检测、磁粉检测等。超声波检测可以利用超声波在钣金件内部传播时的反射和折射...
-
 福建FAI首件检测报告软件怎么使用
发布时间:2026.06.13
福建FAI首件检测报告软件怎么使用
发布时间:2026.06.13
报告生成模块是QA-CAD首件检测报告软件与生产实践深度结合的体现。系统预置了AS9102 Rev.B、ISO 13485、FDA 21 CFR Part 820等20余种行业报告模板,支持用户自定义...
-
福建QA-CAD软件哪个好用
发布时间:2026.06.13
QA-CAD首件检测报告软件通过自动化、智能化、兼容性、安全性等多维度的创新,重新定义了首件检验的工作标准。它不只是一款工具,更是制造业数字化转型的助推器,帮助企业从繁琐的纸质流程中解放出来,将更多精...
-
江苏CAD样品全尺寸报告软件意义
发布时间:2026.06.13
QA-CAD支持与多种检测设备的硬件集成,包括CMM、光学投影仪、激光扫描仪、三坐标测量臂等。通过设备接口协议(如DMIS、IGES、STEP),软件可直接读取测量设备的原始数据,并自动与图纸标注进行...