-

 广州钣金零件快速检测系统
发布时间:2026.07.09
广州钣金零件快速检测系统
发布时间:2026.07.09
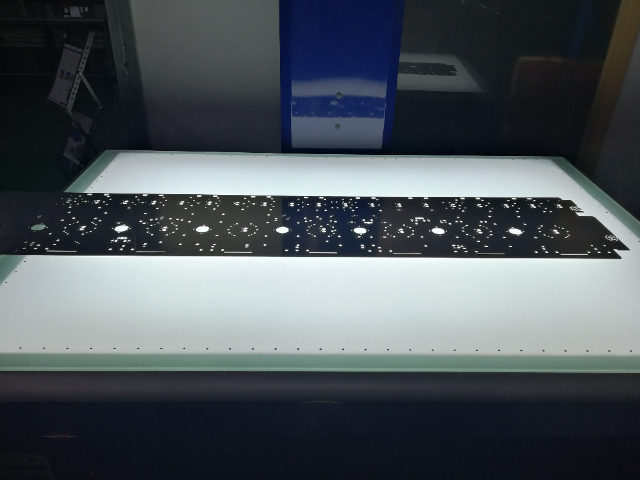
平板零件种类繁多,尺寸范围从几毫米到数米不等,形貌特征涵盖平面、曲面、孔洞等复杂结构。快速检测技术需具备多任务适配能力,以应对不同场景需求。例如,针对小型零件,可采用多视角拼接技术,通过多个相机从不同...
-
 福建零件尺寸快速检测排名
发布时间:2026.07.08
福建零件尺寸快速检测排名
发布时间:2026.07.08
平板零件表面可能存在涂层、纹理或微结构,对检测技术提出更高要求。非接触式检测方法,如激光扫描与结构光投影,能够避免接触式探头对表面的划伤,同时捕捉微米级表面特征。算法层面,表面重建技术通过多角度图像融...
-
 苏州零件尺寸在线检测价格
发布时间:2026.07.08
苏州零件尺寸在线检测价格
发布时间:2026.07.08
检测系统的长期稳定性依赖定期校准,而在线校准技术能在不中断生产的前提下完成参数修正。基于标准件的校准方法通过测量已知尺寸的参考零件,建立传感器输出与实际尺寸的映射关系。例如,将激光扫描仪对准标准球,采...
-
 江西零件快速测量检测有哪些
发布时间:2026.07.07
江西零件快速测量检测有哪些
发布时间:2026.07.07
快速检测系统需兼顾自动化与人工干预需求,人机交互界面(HMI)的设计直接影响操作效率。直观的三维可视化模块允许用户旋转、缩放零件模型,快速定位超差区域,而色标映射功能则通过颜色梯度直观展示尺寸偏差分布...
-
 江西零件外观尺寸快速检测中心
发布时间:2026.07.07
江西零件外观尺寸快速检测中心
发布时间:2026.07.07
虽然快速检测技术具有高度的自动化和智能化特点,但操作人员的素质和技能仍然对检测结果产生一定的影响。操作人员需要具备一定的专业知识和操作技能,能够正确使用和维护快速检测设备,合理设置检测参数。在检测过程...
-
 武汉中小型零件尺寸检测解决方案
发布时间:2026.07.06
武汉中小型零件尺寸检测解决方案
发布时间:2026.07.06
平板零件尺寸快速检测在不同行业的应用具有一定的特点。在电子行业,平板零件通常具有尺寸小、精度要求高的特点,快速检测需要具备高分辨率和高精度的测量能力,以满足电子产品的生产需求。在机械制造行业,平板零件...
-
 零件尺寸在线检测价格
发布时间:2026.07.06
零件尺寸在线检测价格
发布时间:2026.07.06
激光测量技术是平板零件尺寸快速检测中常用的一种方法。激光具有方向性好、单色性好、相干性强等特点,利用激光束对平板零件进行扫描,可以快速获取零件表面的三维坐标信息。通过专门的算法对这些坐标信息进行处理和...
-
 杭州测量尺寸检测软件去哪找
发布时间:2026.07.05
杭州测量尺寸检测软件去哪找
发布时间:2026.07.05
在智能化演进方面,QA-CAD持续融入AI技术。其较新版本集成了基于深度学习的尺寸预测模型,可分析历史检测数据自动推荐合理公差范围。对于重复性检测任务,系统能记忆用户操作路径并生成自动化脚本,将检测周...
-
 江西航空钣金快速检测要点
发布时间:2026.07.05
江西航空钣金快速检测要点
发布时间:2026.07.05
平板零件在制造业中占据着举足轻重的地位,其尺寸精度直接影响着产品的装配质量、性能表现以及整体可靠性。在传统生产模式下,平板零件尺寸检测往往依赖人工使用量具进行逐一测量,这一过程不只耗时费力,而且容易受...
-
 杭州中小型零件尺寸检测报价
发布时间:2026.07.05
杭州中小型零件尺寸检测报价
发布时间:2026.07.05
检测系统涉及激光、高速运动部件等潜在危险源,需设计多层次安全防护机制。激光安全方面,采用Class 1激光器(输出功率低于0.4mW)可确保人眼安全,同时设置激光互锁装置,当防护门打开时自动切断激光发...
-
 江西钣金零件快速检测怎么使用
发布时间:2026.07.04
江西钣金零件快速检测怎么使用
发布时间:2026.07.04
虚拟调试技术通过数字孪生模型在虚拟环境中模拟检测过程,提前发现潜在问题并优化参数,减少现场调试时间与成本。在虚拟环境中,可调整传感器位置、扫描路径或算法参数,观察其对检测结果的影响,例如通过改变激光扫...
-
 深圳快速闪测仪怎么用
发布时间:2026.07.03
深圳快速闪测仪怎么用
发布时间:2026.07.03
传统测量设备对操作人员的专业素养要求极高,需经过长期培训才能掌握定位、调焦、读数等复杂流程。大尺寸闪测仪通过智能化交互设计,将专业操作简化为“放置-点击-输出”三步流程。用户只需将工件随意放置于测量平...
-
 武汉航空航天钣金检测标准
发布时间:2026.07.03
武汉航空航天钣金检测标准
发布时间:2026.07.03
钣金检测作为制造业中一项至关重要的环节,其关键意义在于确保钣金件的质量符合设计要求。钣金件普遍应用于汽车、航空航天、电子设备等多个领域,其质量直接影响到产品的整体性能和安全性。在钣金生产过程中,由于材...
-
 浙江钣金折弯检测
发布时间:2026.07.03
浙江钣金折弯检测
发布时间:2026.07.03
钣金检测是制造业中一项至关重要的环节,它贯穿于钣金件从原材料到成品的全过程。钣金件以其独特的成型工艺和普遍的应用领域,在汽车、航空航天、电子设备等众多行业都占据着关键地位。而钣金检测的关键目的,就是确...
-
 苏州零件快速测量检测标准
发布时间:2026.07.03
苏州零件快速测量检测标准
发布时间:2026.07.03
平板零件尺寸快速检测不只对企业自身的生产和发展具有重要意义,还具有一定的社会意义。准确的尺寸检测能够保证产品质量,提高产品的可靠性和安全性,减少因产品质量问题引发的安全事故,保障消费者的生命财产安全。...
-
广州激光切割零件尺寸检测优势
发布时间:2026.07.03
为适应不同行业与企业的需求,快速检测技术需遵循国际或行业标准,并具备良好的兼容性。硬件接口方面,系统支持多种通信协议,如以太网、RS485、USB等,可与现有生产线设备无缝对接。软件层面,检测报告格式...
-
江西数控冲床零件快速检测要点
发布时间:2026.07.03
精度是平板零件尺寸快速检测的关键指标之一。为了保障检测精度,需要从多个方面入手。在设备选型方面,要选择高精度、高稳定性的检测设备,确保其具备足够的分辨率和测量范围。在检测环境上,要控制温度、湿度、振动...
-
 湖北数控冲床零件快速检测标准
发布时间:2026.07.03
湖北数控冲床零件快速检测标准
发布时间:2026.07.03
软件算法是快速检测技术的“大脑”,负责将硬件采集的原始数据转化为可解读的检测报告。特征提取算法通过边缘检测、轮廓拟合等技术,准确定位零件的关键尺寸位置,如孔径、槽宽等。三维重建算法则利用多视角图像或点...
-
上海全尺寸检测软件使用
发布时间:2026.07.03
QA-CAD的跨平台设计使其能够适应多样化的生产环境。软件支持Windows、Linux、macOS等主流操作系统,并可通过浏览器访问云端版本,实现远程协作。例如,在跨国项目中,设计团队可在本地使用桌...
-
江西精密钣金快速检测哪家好
发布时间:2026.07.02
平板零件尺寸快速检测依托于多种先进技术。光学测量技术是其中关键一环,通过利用光的传播特性,如反射、折射等,结合高精度光学传感器,能够快速捕捉平板零件表面的几何信息。激光扫描技术也发挥着重要作用,激光束...
-
 山东金属零件快速检测怎么样
发布时间:2026.07.02
山东金属零件快速检测怎么样
发布时间:2026.07.02
为了提高平板零件尺寸快速检测的准确性和可靠性,多传感器融合技术得到了普遍应用。将不同类型的传感器,如激光扫描仪、工业相机、位移传感器等进行有机结合,充分发挥各传感器的优势。激光扫描仪能够快速获取零件的...
-
武汉零件尺寸快速检测公司
发布时间:2026.07.02
误差控制是快速检测技术的关键挑战,需从硬件、算法、操作等多维度综合施策。硬件误差主要来源于传感器制造精度与安装偏差,通过选用高精度器件并采用精密校准工具可有效降低。算法误差则与特征提取、模型训练等环节...
-
 广州激光切割零件尺寸检测怎么使用
发布时间:2026.07.02
广州激光切割零件尺寸检测怎么使用
发布时间:2026.07.02
硬件系统是快速检测技术的物理基础,其性能直接影响检测效率与精度。高精度工业相机作为视觉检测的关键组件,需具备高分辨率、高帧率及低畸变特性,以清晰捕捉零件边缘与表面纹理。激光位移传感器通过发射非接触式光...
-
航空钣金快速检测有哪些
发布时间:2026.07.01
标准化建设是平板零件尺寸快速检测工作规范化和科学化的重要保障。企业应制定完善的检测标准和操作规范,明确检测项目、检测方法、检测精度要求等内容,使检测工作有章可循。同时,要建立检测数据的记录和存档制度,...
-
杭州零件尺寸在线检测排名
发布时间:2026.07.01
误差控制是快速检测技术的关键挑战,需从硬件、算法、操作等多维度综合施策。硬件误差主要来源于传感器制造精度与安装偏差,通过选用高精度器件并采用精密校准工具可有效降低。算法误差则与特征提取、模型训练等环节...
-
 江苏零件外观尺寸快速检测报价
发布时间:2026.07.01
江苏零件外观尺寸快速检测报价
发布时间:2026.07.01
误差控制是快速检测技术的关键挑战,需从硬件、算法、操作等多维度综合施策。硬件误差主要来源于传感器制造精度与安装偏差,通过选用高精度器件并采用精密校准工具可有效降低。算法误差则与特征提取、模型训练等环节...
-
广州零件尺寸在线检测有哪些
发布时间:2026.07.01
平板零件种类繁多,形状、尺寸和材质各异,这就要求平板零件尺寸快速检测技术具有良好的适应性。检测设备应具备可调节的测量范围和测量精度,能够满足不同尺寸平板零件的检测需求。对于不同形状的零件,如圆形、方形...
-
 北京国产QA-CAD推荐
发布时间:2026.06.30
北京国产QA-CAD推荐
发布时间:2026.06.30
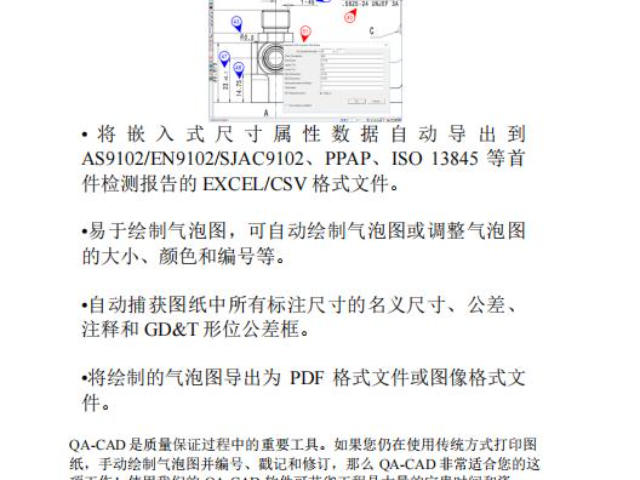
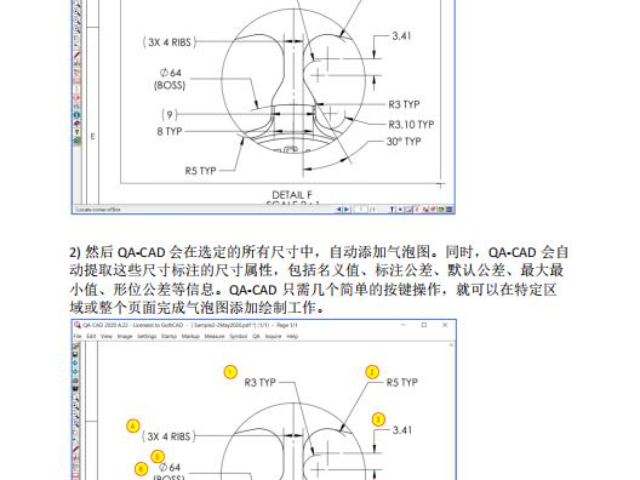
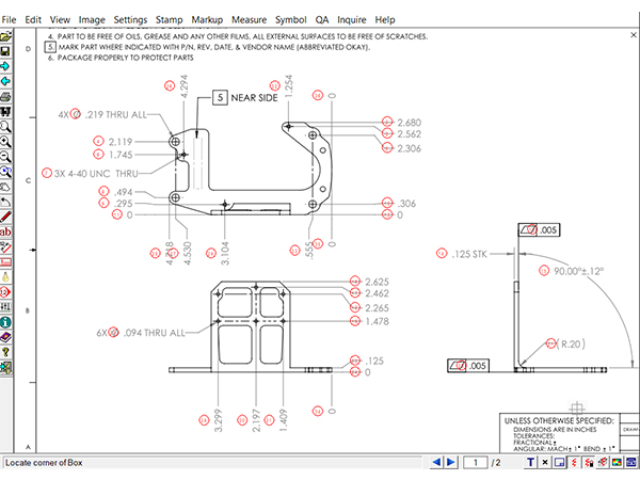
QA-CAD首件检测报告软件是一款专为制造业设计的综合性工具,其关键价值在于通过自动化流程重构传统首件检测模式,将图纸标注解析、尺寸数据采集、报告生成等环节整合为闭环系统。该软件采用先进的图像识别算法...
-
福建金属零件快速检测流程
发布时间:2026.06.30
在与前道工序的衔接上,要及时反馈检测结果,以便前道工序及时调整生产工艺,保证生产出的平板零件符合尺寸要求。在与后道工序的配合上,要确保合格的零件能够顺利进入下一道工序,不合格的零件能够及时进行处理,避...
-
 福建QA-CAD官方版
发布时间:2026.06.30
福建QA-CAD官方版
发布时间:2026.06.30
用户支持体系是QA-CAD保持竞争力的关键。软件提供商建立了覆盖全球的技术支持网络,用户可通过电话、邮件、在线聊天等多种渠道获得帮助。对于常见问题,软件内置了智能诊断工具,可自动检测系统环境、日志文件...