商机详情 -
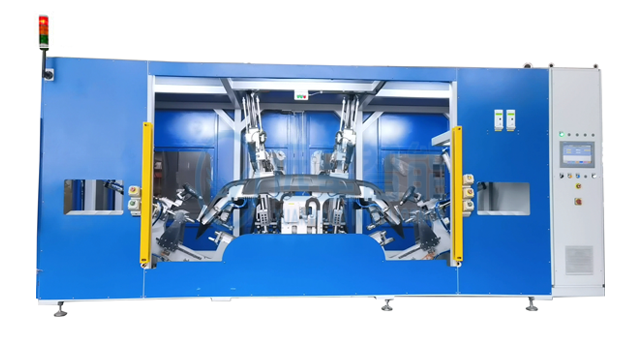
高精度保险杠焊接设备生产厂家
设备通过数值模拟优化焊接工位设计,减少焊接应力集中,避免保险杠变形,同时提升焊接接头强度。液压冲孔系统采用冷加工工艺,避免高温对材质性能的影响,孔位精度稳定可靠。超声波焊接系统焊接无耗材,降低生产成本,且焊接后表面无缺陷,保障外饰件美观。预热系统具备温度补偿功能,适应不同环境温度,确保焊接质量稳定。工模快速更换系统带误差补偿功能,换型后自动修正参数,保障批量生产精度一致。移动升降工作台微调精确,自动夹紧系统多点施力,确保工件稳固,设备具备故障报警功能,便于快速排查。雷达孔冲孔后无毛刺,设备保障保险杠外饰件外观精度。高精度保险杠焊接设备生产厂家
针对保险杠焊接易出现的虚焊、漏焊问题,设备采用超声波焊接能量监控技术,实时反馈焊接质量,及时剔除不合格产品。液压冲孔系统配备高精度定位装置,确保孔位精度,冲孔后孔壁光滑,无毛刺,无需二次打磨。预热系统与焊接工艺联动,提前加热焊接区域,提升接头强度,减少焊接缺陷。工模快速更换系统带误差补偿功能,换型后自动修正参数,保障批量生产精度一致。移动升降工作台可360°调节角度,适配保险杠不同部位的加工需求,自动夹紧系统多点施力,确保工件稳固。废料回收装置防堵塞设计,保障生产连续无中断。武汉低成本保险杠焊接保险杠后保雷达支架焊接,设备实现无损伤超声波穿刺工艺。
针对汽车保险杠加工的高节拍需求,设备采用双机器人协同作业,实现冲孔、焊接与搬运无缝衔接,加工节拍≤12秒/件。液压冲孔系统采用高速驱动,冲孔速度快,回程平稳,提升生产效率。超声波焊接系统多头部同时作业,大幅缩短焊接时间,接头强度均匀一致。预热系统采用并行加热技术,同时对多个区域预处理,减少加工周期。工模快速更换系统支持批量换型,参数记忆功能可快速调取车型参数,调试时间短。自动夹紧系统响应迅速,装夹牢固,移动升降工作台衔接顺畅,废料回收装置自动收集余料。
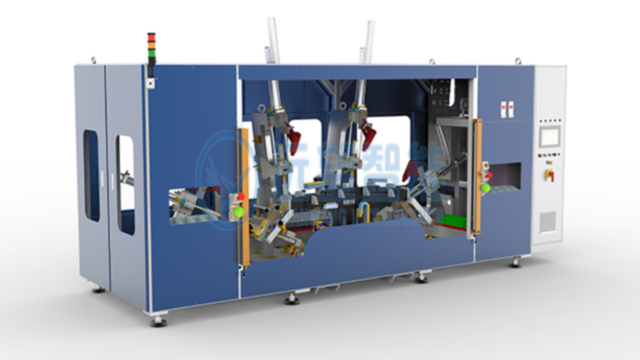
设备以机械手为关键执行单元,搭配高精度视觉定位系统,可自动识别保险杠安装姿态,精确调整冲孔与焊接位置,应对工件轻微变形的补偿需求。超声波焊接技术焊接时间短,效率较传统振动焊接提升50%,且无焊接应力影响保险杠结构强度。预热系统采用局部加热方式,不影响保险杠其他部位性能,避免整体变形。工模快速更换系统支持多组模具同时存储,常用车型参数可一键调取,缩短调试时间。自动夹紧系统采用PLC控制,夹紧流程自动化,配合移动升降工作台的精确定位,确保加工精度一致性。设备具备安全防护与故障报警功能,多方位保障生产安全与稳定。超声波焊接无耗材,设备降低保险杠加工的辅料成本。
该设备通过工艺优化与智能控制,实现保险杠雷达孔加工与支架焊接的高效协同。液压冲孔系统配备耐磨刀具,使用寿命长,冲孔后孔壁粗糙度低,无需二次处理。超声波焊接系统具备频率自动跟踪与能量监控功能,确保焊接质量稳定一致。预热系统采用红外加热,加热均匀,提升焊接接头密封性与抗腐蚀性。工模快速更换系统支持快速换型,换型后精度校准时间短,适配混线生产。移动升降工作台可适配不同宽度保险杠,自动夹紧系统自适应工件尺寸,设备支持与MES系统对接,实现生产数据追溯。液压冲孔压力可调,适配不同厚度保险杠材料加工。高精度保险杠焊接设备生产厂家
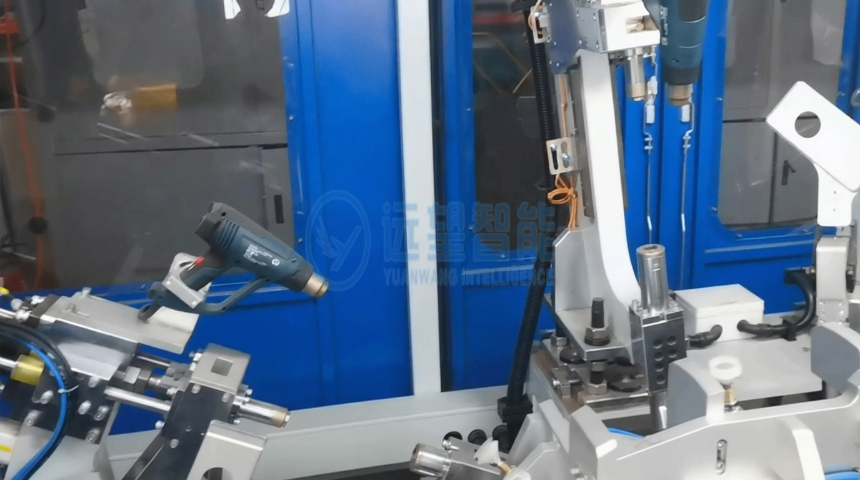
设备配备预热系统,提升超声波焊接时雷达支架的结合强度。高精度保险杠焊接设备生产厂家
针对雷达支架焊接的密封性需求,设备采用超声波穿刺焊接技术,实现支架与保险杠的无缝贴合,焊接接头具备优良的防水防尘性能。液压冲孔系统采用双作用驱动,冲孔速度快,回程平稳,避免工件损伤。预热系统与焊接工艺精确联动,提前加热焊接区域,减少热应力,提升接头稳定性。工模快速更换系统配备定位校准装置,确保换型后孔位精度达标,适配混线生产。移动升降工作台可横向调节,适配不同宽度保险杠,工作台表面贴附防滑胶垫,防止工件滑动。自动夹紧系统带缓冲功能,避免过度夹紧损伤工件,设备支持远程监控,实时反馈加工状态。高精度保险杠焊接设备生产厂家