商机详情 -
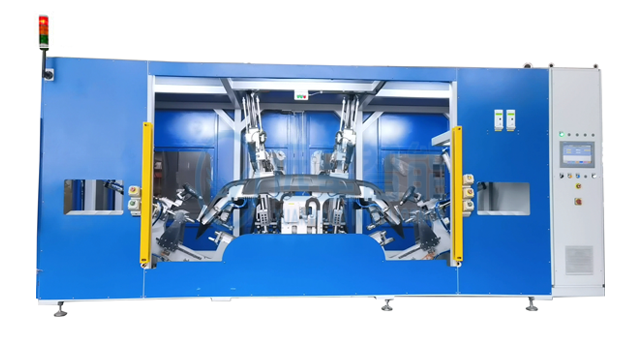
苏州保险杠焊接机厂家
设备采用超声波焊接与液压冲孔复合工艺,有效减少加工工序,提升生产效率,同时确保加工精度与质量。液压冲孔系统配备高精度刀具与导轨,冲孔过程稳定,孔壁粗糙度低,无需二次处理。超声波焊接系统具备频率自动跟踪技术,实时调整频率,始终保持好的焊接状态。预热系统采用节能设计,能耗低,加热均匀,提升焊接接头强度。工模快速更换系统无需专业操作人员,简单培训即可完成换型,降低人工成本。移动升降工作台锁定后精度稳定,自动夹紧系统柔性施力,保护工件表面,废料回收装置防堵塞设计,保障连续生产。废料回收装置自动收集冲孔余料,减少人工清理成本。苏州保险杠焊接机厂家

设备采用机电一体化设计,将机械装置与电子系统通过软硬件有机结合,实现高智能、高可靠性的加工流程。液压冲孔系统采用30吨级单作用驱动,冲孔直径高达20.5mm,厚度10mm的软质塑料保险杠均可适配。超声波焊接系统采用频率自动跟踪技术,实时调整频率,确保合适的焊接状态。预热系统采用节能型模块,能耗低,加热均匀,提升焊接效率与质量。工模快速更换系统标准化程度高,模具兼容性强,维护便捷。移动升降工作台电动调节,平稳精确,自动夹紧系统柔性施力,保护工件表面,整体设备操作方便,控制精确。东莞保险杠焊接设备工艺雷达孔液压冲孔后内壁光滑,保障雷达传感器安装精度。
设备采用双机器人双切割焊接系统,可实现切割焊接并轨作业,大幅提升生产效率。液压冲孔系统冲孔直径大至20.5mm,可适配不同型号雷达的安装需求,孔位精度稳定可靠。超声波焊接系统采用进口焊接头,耐磨性能好,使用寿命长,焊接质量稳定。预热系统具备多档位温度调节功能,可根据材质与环境温度灵活设置,操作便捷。工模快速更换系统采用标准化设计,模具兼容性强,维护成本低。移动升降工作台锁定后重复定位精度高,确保批量生产一致性,废料回收装置与生产线废料输送线对接,实现余料集中处理。
该设备通过模块化配置,可快速调整冲孔数量与焊接点位,满足不同车型保险杠的加工需求。液压冲孔系统采用高精度刀具与导轨,冲孔后孔壁光滑,无毛刺与飞边,无需后续处理。超声波焊接系统具备变形-free焊接能力,焊接后保险杠表面平整,无压痕,保障外饰件美观度。预热系统可根据保险杠厚度自动调节加热时间与温度,确保加工质量稳定。工模快速更换系统采用标准化接口,模具通用性强,可适配不同品牌车型的加工需求。移动升降工作台带锁定功能,加工时无晃动,同时便于人工辅助操作,废料回收装置集中收集余料,符合车间环保管理要求。超声波焊接能量可控,设备避免雷达支架焊接变形。

针对汽车保险杠加工的高节拍需求,设备采用双机器人协同作业,实现冲孔、焊接与搬运无缝衔接,加工节拍≤12秒/件。液压冲孔系统采用高速驱动,冲孔速度快,回程平稳,提升生产效率。超声波焊接系统多头部同时作业,大幅缩短焊接时间,接头强度均匀一致。预热系统采用并行加热技术,同时对多个区域预处理,减少加工周期。工模快速更换系统支持批量换型,参数记忆功能可快速调取车型参数,调试时间短。自动夹紧系统响应迅速,装夹牢固,移动升降工作台衔接顺畅,废料回收装置自动收集余料。自动夹紧系统响应迅速,缩短保险杠装夹时间。保险杠焊接机订做价格
设备冲孔位置误差≤±0.2mm,满足雷达安装高精度要求。苏州保险杠焊接机厂家
设备采用超声波焊接与液压冲孔一体化集成设计,占地面积小,空间利用率高,适配车间紧凑布局。液压冲孔系统最大出力50吨,可加工厚度达15mm的塑料保险杠,冲孔精度稳定在±0.1mm。超声波焊接系统焊接速度快,效率较传统设备提升60%,且焊接接头无表面缺陷。预热系统具备多档位温度调节,可根据材质灵活设置,操作便捷。工模快速更换系统标准化接口,模具兼容性强,维护成本低。移动升降工作台与输送线无缝对接,自动夹紧系统响应迅速,废料回收装置防堵塞设计,保障连续生产。苏州保险杠焊接机厂家