商机详情 -
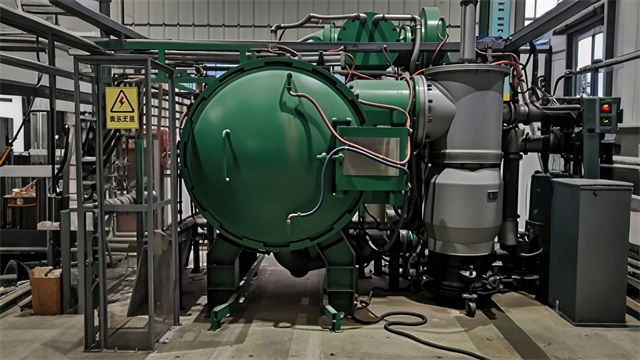
磁性材料真空热处理炉定做
真空热处理炉的余热驱动制冷系统:余热驱动制冷系统提高了真空热处理炉的能源综合利用率。该系统利用热处理后的高温工件余热,通过吸收式制冷原理制取低温冷媒。以溴化锂 - 水吸收式制冷机为例,当工件余热温度达到 80℃以上时,可驱动制冷机产生 7 - 12℃的冷冻水,用于冷却真空系统的扩散泵、维持炉体温度稳定。在连续生产线上,每处理 1 吨工件产生的余热可制取约 100 kWh 冷量,相当于减少 15% 的常规电力消耗。余热驱动制冷系统还可与厂区的空调系统结合,实现工业余热的民用化利用,降低企业的整体能耗成本和碳排放。采用真空热处理炉,能降低热处理成本吗?磁性材料真空热处理炉定做
真空热处理炉热处理过程中的声发射监测与缺陷诊断:声发射监测技术为真空热处理过程的质量控制提供了实时检测手段。在真空热处理炉内安装高灵敏度声发射传感器,可捕捉材料内部微观缺陷(如裂纹萌生、扩展,相变应力释放等)产生的弹性波信号。通过对声发射信号的频率、幅值、能量等特征参数分析,结合机器学习算法,能够准确判断缺陷的类型、位置和严重程度。在模具钢的真空淬火过程中,声发射监测系统可提前检测到裂纹萌生,避免废品产生。同时,该技术还可用于评估热处理工艺的合理性,通过分析声发射信号的变化规律,优化加热速率、保温时间等参数,提高材料的综合性能。磁性材料真空热处理炉定做真空热处理炉的离心铸造功能可制备高致密性的涡轮盘等航空部件,密度提升至99.8%。
真空热处理炉的新型隔热保温结构设计:新型隔热保温结构设计明显提升了真空热处理炉的热效率。采用多层复合隔热材料体系,内层为纳米气凝胶毡,其导热系数低至 0.012W/(m・K),有效阻挡热辐射;中间层为陶瓷纤维毯与真空绝热板交替叠加,形成高效的热阻层;外层采用镀铝反射膜,进一步减少热量散失。通过优化隔热层的厚度和结构,使炉体外壁温度在 1200℃高温运行时保持在 50℃以下,热损失降低 65%。同时,新型结构采用模块化装配设计,便于安装和更换,维修时间缩短 50%。在连续式真空热处理生产线中,应用该隔热保温结构后,每年可节约天然气消耗 30 万立方米,经济效益明显。
真空热处理炉的脉冲加热技术应用:脉冲加热技术在真空热处理炉中的应用,为实现快速、准确的温度控制提供了新途径。该技术通过周期性地通断电流,使加热体产生脉冲式的热量输出。在加热初期,采用高占空比的脉冲电流,实现快速升温;接近目标温度时,降低占空比进行微调,避免温度过冲。与传统连续加热方式相比,脉冲加热可使升温速度提高 30% - 50%,且温度波动范围缩小至 ±1℃。在精密合金的退火处理中,利用脉冲加热技术,能够精确控制原子的扩散和再结晶过程,获得均匀细小的晶粒组织。此外,脉冲加热还可减少加热体的热疲劳,延长其使用寿命,降低设备维护成本。真空热处理炉的熔炼过程中可添加预热保温锭模,减少温度梯度至±5℃。

真空热处理炉热处理技术与人工智能的深度融合:人工智能与真空热处理技术的深度融合推动行业向智能化发展。利用深度学习算法分析海量的热处理工艺数据,建立工艺参数 - 材料性能的预测模型,能够准确预测不同工艺条件下材料的组织和性能变化。人工智能系统可根据实时监测的炉内数据,自动调整热处理工艺参数,实现自适应控制。在生产过程中,通过图像识别技术对热处理后的材料进行质量检测,结合机器学习算法快速判断产品是否合格,并反馈优化工艺参数。此外,人工智能还可用于设备故障预测和维护,通过分析设备运行数据,提前识别潜在故障,制定维护计划,使设备的平均无故障运行时间延长 50%,为真空热处理行业的智能化升级提供强大动力。模块化设计的真空热处理炉支持快速更换模具,适应多品种小批量生产需求。磁性材料真空热处理炉定做
利用真空热处理炉,可对废旧金属工件进行性能修复。磁性材料真空热处理炉定做
真空热处理炉热处理在牙科种植体材料处理中的应用:牙科种植体对生物相容性和力学性能要求严苛,真空热处理成为关键加工工艺。对于钛合金种植体材料,在 10⁻⁵ Pa 真空度下进行固溶时效处理,可优化其微观组织,使 β 相均匀分布,提高材料的强度和韧性。随后采用真空表面处理技术,如离子束溅射沉积纳米级 TiO₂涂层,涂层厚度控制在 5 - 10 nm,该涂层具有良好的亲水性和生物活性,能促进骨细胞的粘附和生长。经真空热处理和表面改性的种植体,在体内的骨结合速度比未处理材料 30%,成功率提高至 98% 以上,为口腔医学的发展提供了可靠的材料保障。磁性材料真空热处理炉定做