商机详情 -
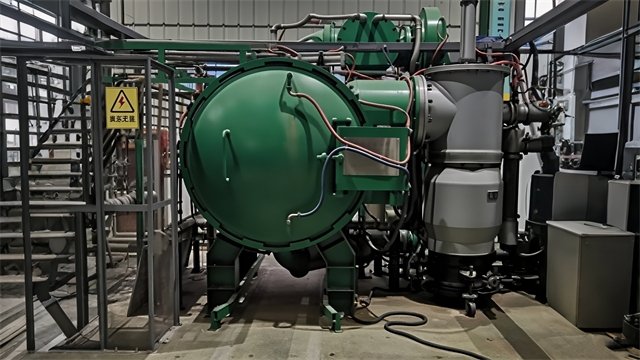
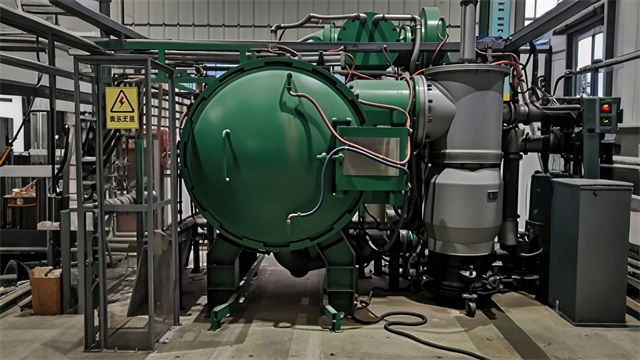
辽宁连续式真空热处理炉
真空热处理炉的物质扩散动力学特性:在真空热处理炉的低压环境下,物质扩散行为呈现出独特的动力学特性。与常压环境相比,真空状态下气体分子的平均自由程明显增加,可从常压下的 0.06 μm 提升至 10⁻³ Pa 真空度时的 600 μm,这极大减少了气体分子对金属原子扩散的阻碍作用。以钢铁材料的渗碳处理为例,在真空环境中,碳原子的扩散系数较常压提高 1.5 - 2 倍,使得渗碳层的形成速度加快。根据菲克第二定律,通过精确控制真空度、温度和处理时间,可实现对原子扩散深度和浓度分布的准确调控。研究表明,在 850℃、10⁻² Pa 条件下进行真空渗碳,经过 4 小时处理,可获得 0.8 - 1.2 mm 的均匀渗碳层,且碳浓度梯度更平缓,相比传统气体渗碳,有效提升了材料表面的硬度和耐磨性。这种独特的扩散动力学特性,为开发高性能表面改性工艺提供了理论依据。真空热处理炉通过优化设计,提升了整体工作效率。辽宁连续式真空热处理炉
真空热处理炉的热处理过程的残余应力控制:残余应力会影响材料的疲劳寿命和尺寸稳定性。在真空热处理中,通过优化工艺参数和采用辅助技术控制残余应力。对于大型结构件,采用分级冷却工艺,先在高温区缓慢冷却(1 - 3℃/min)释放热应力,再在低温区快速冷却形成组织应力,使总残余应力降低 40% - 50%。振动时效技术与真空热处理结合,在回火阶段施加 20 - 50Hz 的机械振动,促进位错运动,使残余应力进一步均匀化。在铝合金板材热处理中,通过控制淬火转移时间(<15s)和冷却速度梯度,将板材的翘曲变形量控制在 0.5mm/m 以内,满足航空航天对高精度零件的要求。辽宁连续式真空热处理炉真空热处理炉的技术改进,革新了传统热处理方式。

真空热处理炉的复合式真空密封解决方案:真空热处理炉的密封性能直接影响设备运行稳定性,复合式真空密封方案有效解决了传统密封的局限性。该方案采用 “弹性体 + 金属 + 纳米涂层” 三层结构:内层为氟橡胶弹性体,利用其良好的柔韧性填补微小缝隙;中层为可伐合金金属圈,通过机械加工保证高精度平面度,提供结构支撑;外层喷涂纳米碳基涂层,形成致密的原子级屏障。这种设计在 - 150℃至 1000℃温度范围内,能将真空度稳定维持在 10⁻⁵ Pa 量级,相比单一密封材料,泄漏率降低 80%。在长时间连续热处理过程中,复合密封结构的使用寿命延长至 3 - 5 年,大幅减少了因密封失效导致的设备停机维护成本。
真空热处理炉与离子注入技术的复合工艺研究:真空热处理与离子注入技术的复合,实现了材料表面性能的梯度化设计。先通过离子注入将氮、硼等元素注入金属表面,形成深度为 0.1 - 0.5 μm 的高硬度改性层;随后进行真空退火处理,使注入离子与基体原子充分扩散,消除表面应力。在高速钢刀具处理中,该复合工艺使刀具表面硬度达到 HV3500,而基体保持良好韧性。与单一离子注入相比,真空退火后刀具的红硬性提高 20%,切削速度提升 15%。此外,复合工艺还可用于生物医用材料表面改性,通过注入银离子并结合真空热处理,保持材料的生物相容性。真空热处理炉的维护周期,依据什么标准确定呢?
真空热处理炉的复合真空系统设计:现代真空热处理炉的真空系统采用多级泵组合的复合设计,以满足不同阶段的抽气需求。初级阶段由旋片式机械泵承担粗抽任务,可在 10 分钟内将炉内压力从大气压降至 10 Pa 量级;中级阶段启用罗茨泵,通过分子级压缩将压力进一步降至 10⁻² Pa;高真空阶段则依靠扩散泵或涡轮分子泵,达到 10⁻⁵ Pa 的高真空度。各泵之间通过气动挡板阀和真空传感器构成闭环控制,当压力超过设定阈值时自动切换抽气设备。此外,系统集成氦质谱检漏仪,可检测到 10⁻⁹ Pa・m³/s 量级的微小泄漏,确保真空环境的稳定性。在航空航天用钛合金热处理中,这种复合真空系统可将炉内氧含量控制在 50 ppm 以下,氮含量<30 ppm,满足材料对纯净度的严苛要求。真空热处理炉的梯度升温程序可避免硬质合金烧结时因热应力导致的开裂问题。辽宁连续式真空热处理炉
真空热处理炉的真空泵油更换周期延长至2000小时,降低维护成本。辽宁连续式真空热处理炉
真空热处理炉在航天复合材料固化中的真空热压应用:航天复合材料的固化对环境要求极高,真空热压工艺成为关键技术。在碳纤维增强树脂基复合材料的固化过程中,将预浸料置于真空热压炉内,先抽至 10⁻³ Pa 真空度排除空气和挥发物,随后在 200℃、8 MPa 压力下进行热压固化。真空环境避免了气泡残留,压力使树脂充分浸润纤维,形成致密结构。与常压固化相比,真空热压处理的复合材料孔隙率从 5% 降至 1% 以下,层间剪切强度提高 40%,满足航天飞行器对材料高比强度、高可靠性的需求。此外,通过精确控制升温速率和保温时间,可调节树脂的交联程度,实现材料性能的定制化。辽宁连续式真空热处理炉