商机详情 -
杭州液压缩管机定做
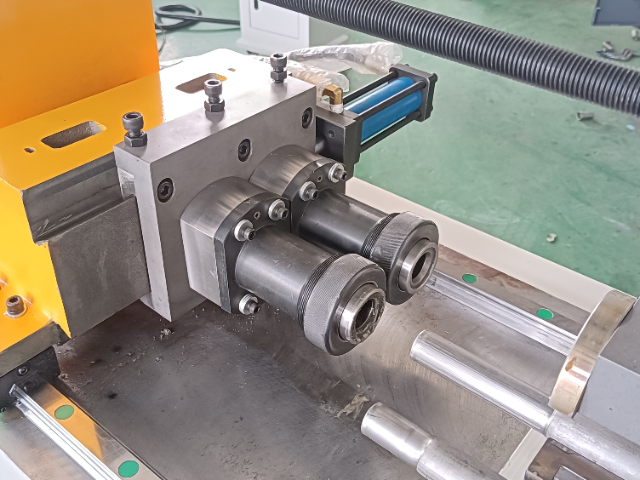
缩管机的结构由动力系统、传动系统、模具系统与控制系统四大模块构成,各模块的协同作业决定了设备的加工性能。动力系统通常采用液压泵或伺服电机,前者以高压油液传递动力,适合大吨位加工;后者通过电机直接驱动,具有响应速度快、控制精度高的优势。传动系统将动力转化为模具的直线运动,液压传动通过油缸推动模具,机械传动则依赖齿轮齿条或曲柄连杆机构,其选择需根据加工节奏与稳定性需求权衡。模具系统是关键执行部件,由动模、定模与导向装置组成,动模与定模的配合间隙需控制在微米级,导向装置则确保模具运动轨迹的直线度,避免缩径后管材偏心。控制系统作为“大脑”,通过传感器实时监测压力、位移等参数,自动调整加工节奏,实现闭环控制。缩管机通过智能算法优化压缩路径与压力曲线。杭州液压缩管机定做
缩管机的精度控制是衡量其性能的关键指标。影响精度的因素包括模具磨损、液压系统压力波动、管材装夹偏心等。为提升精度,现代缩管机采用多项误差补偿技术:模具磨损补偿通过传感器实时监测模具间隙,自动调整压力参数以抵消磨损影响;液压系统压力补偿利用比例阀实现压力的闭环控制,确保压力稳定性;管材装夹偏心补偿则通过激光定位系统检测管材轴线,自动修正模具位置。此外,设备还配备温度补偿功能,针对不同环境温度调整加工参数,避免热胀冷缩导致的尺寸偏差。通过这些技术的综合应用,缩管机的加工精度可稳定控制在±0.05mm以内,满足高精度管材加工需求。广东微型缩管机公司缩管机在智能家居控制系统气动管路加工中发挥作用。

缩管机的工艺创新持续推动着金属管材加工技术的进步。例如,激光辅助缩径技术通过在模具表面投射激光束,实时监测管材形变过程中的温度分布,自动调整加工参数以补偿热应力,明显提升了薄壁管的加工精度;超声波振动缩径技术则通过在模具上施加高频振动,降低材料与模具间的摩擦力,使强度高合金管的缩径加工更易实现。这些创新工艺不只拓展了缩管机的应用范围,也促使下游了行业对管材性能提出更高要求,形成技术升级的良性循环。例如,航空航天领域对轻量化管材的需求,推动了缩管机向高温合金加工技术的突破;新能源汽车对高压油管密封性的要求,则加速了缩管机在精密控制领域的研发。
缩管机作为金属加工领域的关键设备,其关键功能在于通过机械力对金属管材进行径向压缩,实现管径的准确缩小或形状的塑性变形。这一过程并非简单的物理挤压,而是涉及材料力学、摩擦学及热处理等多学科的协同作用。在操作中,缩管机通过模具与管材的接触面施加均匀压力,使金属晶粒在应力作用下重新排列,形成致密且均匀的变形结构。与传统的切割或焊接工艺相比,缩管技术能够保留管材的原始材质特性,避免因局部加热或材料去除导致的强度损失,从而确保加工后的管件在承压、耐腐蚀等性能上与原材料保持一致。此外,缩管机的模块化设计使其能够适应不同管径、壁厚及材质的加工需求,通过更换模具或调整压缩参数,即可实现从微细管到大型工业管道的多样化加工,展现出极高的工艺灵活性。缩管机在实验室设备、分析仪器管路连接中要求高。

缩管机不只是工业生产的工具,更体现了人类对材料加工技术的深刻理解与创新追求。其设计融合了力学、材料学、控制学等多学科知识,展现了工程技术的精密与复杂;而模具的制造则体现了工匠精神,从选材、加工到表面处理,每一道工序都需精益求精,以确保模具的耐用性和加工精度。在工业美学层面,缩管机的流线型外观、精密的机械结构以及人性化的操作界面,体现了功能与形式的统一,成为现代工业设计的典范。此外,缩管机的发展历程也反映了工业文明的进步,从手动到自动、从单一到智能,每一次技术突破都推动了相关产业的升级,为人类社会创造了巨大的物质财富。缩管机可实现管材轴向定位与径向压缩协同控制。重庆大型缩管机如何选择
缩管机可实现较小缩径率达30%以上的高变形加工。杭州液压缩管机定做
缩管机的操作人员需具备多方面的专业技能,以确保设备的高效运行和加工质量。首先,需掌握机械制图和金属材料学基础知识,能够读懂管件图纸并理解不同材质的加工特性;其次,需熟悉缩管机的结构原理和操作流程,包括模具更换、参数设置及故障排除等;此外,还需具备一定的数学计算能力,能够根据管材尺寸和变形量计算压缩量,并调整模具间隙和压力参数。在实践技能方面,操作人员需通过模拟训练掌握设备的标准化操作步骤,如装夹管材、启动加工、质量检测等,并能够根据加工结果反馈优化工艺参数。同时,安全意识和质量意识也是操作人员必备的素质,需严格遵守操作规程,定期检查设备状态,并对加工后的管件进行自检,确保每一件产品都符合质量标准。杭州液压缩管机定做