商机详情 -
河北大型缩管机厂家电话
缩管机的操作人员需具备多方面的专业技能,以确保设备的高效运行和加工质量。首先,需掌握机械制图和金属材料学基础知识,能够读懂管件图纸并理解不同材质的加工特性;其次,需熟悉缩管机的结构原理和操作流程,包括模具更换、参数设置及故障排除等;此外,还需具备一定的数学计算能力,能够根据管材尺寸和变形量计算压缩量,并调整模具间隙和压力参数。在实践技能方面,操作人员需通过模拟训练掌握设备的标准化操作步骤,如装夹管材、启动加工、质量检测等,并能够根据加工结果反馈优化工艺参数。同时,安全意识和质量意识也是操作人员必备的素质,需严格遵守操作规程,定期检查设备状态,并对加工后的管件进行自检,确保每一件产品都符合质量标准。缩管机在半导体设备真空管路连接件制造中要求高。河北大型缩管机厂家电话

液压系统作为动力源,由高压泵、控制阀组和液压缸组成,通过油液的循环传递压力,驱动模具完成缩径动作。模具部分是缩管机的关键执行单元,采用模块化设计,可根据管材材质(如碳钢、不锈钢、铜合金)和缩径需求快速更换。模具表面经过淬火处理,硬度可达HRC58-62,既保证耐磨性,又避免过度磨损导致管材表面划伤。传动系统则通过齿轮或链条将动力分配至各执行部件,确保同步性,减少因动力不均引发的加工误差。此外,电气控制系统集成PLC模块,实现自动化参数调节,操作人员可通过触摸屏设定缩径长度、压力值等参数,系统根据预设逻辑自动完成加工流程,大幅降低人为干预风险。单工位缩管机批发价格缩管机在工程机械液压系统管路预制中发挥关键作用。
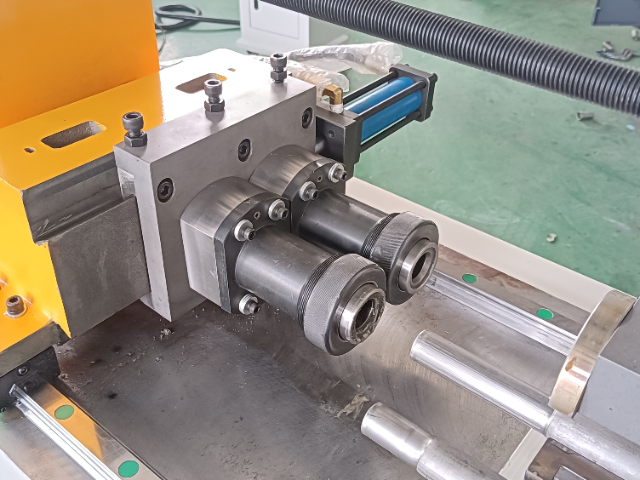
缩管机的机械结构围绕“压力施加”与“尺寸控制”两大关键设计。典型设备由机架、液压系统、模具组件、传动装置及控制系统组成。机架作为基础支撑,需具备高刚性与抗振性,以承受加工过程中的反作用力;液压系统提供稳定的高压动力,通过油缸推动模具运动,实现管材的渐进式压缩;模具组件是关键执行部件,其内腔形状直接决定管材的之后尺寸与表面质量,通常采用高硬度合金钢制造,并经过精密研磨与热处理;传动装置负责将液压能转化为模具的直线或旋转运动,部分高级机型采用伺服电机驱动,实现更高精度的位移控制;控制系统则整合传感器与逻辑单元,实时监测压力、位移等参数,确保加工过程符合预设工艺要求。工作原理上,缩管机通过模具的逐步闭合对管材施加径向压力,金属在三向压应力状态下发生塑性流动,之后形成与模具内腔匹配的形状。这一过程中,摩擦力的控制至关重要,过高的摩擦会导致管材表面划伤或加工力激增,因此模具表面常镀有耐磨涂层或采用润滑剂降低摩擦系数。
缩管机的行业发展离不开上下游企业的协同合作。模具供应商需与设备制造商紧密沟通,根据不同管材材质与加工需求开发专门用于模具,例如针对钛合金管的高温耐磨模具或针对塑料管的柔性模具;液压元件供应商则需提供高精度、高可靠性的比例阀与伺服阀,确保压力控制的稳定性;控制系统开发商需持续优化算法,提升设备对复杂工艺的适应能力。供应链优化方面,企业需建立稳定的原材料供应渠道,例如与优良钢材厂商签订长期合作协议,保障模具毛坯的质量稳定性;同时,通过数字化管理工具实现库存、生产与物流的实时协同,缩短设备交付周期,提升客户满意度。行业协同与供应链优化的深度融合,将推动缩管机产业向更高水平发展。缩管机支持多任务队列管理,提升生产调度效率。
标准化与规范化建设是提升缩管机行业整体水平的关键。需制定涵盖设计、制造、检测、使用全流程的标准体系:设计标准方面,明确设备结构尺寸、材料选用、精度等级等关键参数,确保不同厂家生产的设备具有互换性;制造标准方面,规定加工工艺、装配流程、检验方法等,例如要求模具热处理后硬度均匀性≤2HRC,液压系统清洁度需达到NAS1638标准7级;检测标准方面,制定加工质量检测项目与合格判定准则,如管材缩径后圆度误差≤0.1mm,壁厚偏差≤±0.05mm;使用标准方面,规范设备操作、维护、保养流程,例如要求每日加工前检查液压油位,每500小时更换液压油滤芯等。通过标准化建设,推动行业技术进步,提升产品质量稳定性。缩管机在LED照明散热管与灯体连接部位加工中使用。河北大型缩管机厂家电话
缩管机通过节能技术降低设备运行能耗成本。河北大型缩管机厂家电话
缩管机作为工业设备,其设计与制造需符合国际标准与质量认证要求,以确保产品的安全性与互换性。主要标准包括ISO(国际标准化组织)制定的机械安全规范、CE(欧洲符合性认证)对设备安全与环保的要求,以及ASME(美国机械工程师学会)对液压系统的规定等。这些标准对缩管机的结构设计、材料选择、安全防护、性能测试等方面提出详细要求,例如要求设备配备紧急停止按钮、防护罩等安全装置,液压系统需通过压力测试与泄漏检测等。通过获得相关认证,缩管机能够进入国际市场,参与全球竞争。同时,质量认证也是企业技术实力的体现,有助于提升品牌信誉与客户信任度,为长期发展奠定基础。河北大型缩管机厂家电话