商机详情 -
山东液压缩管机定做
复杂管件(如异形管、多层复合管)的加工对缩管机提出了更高要求。异形管的截面形状多样,包括椭圆形、矩形及多边形等,加工时需设计专门用于模具以匹配管材轮廓,同时控制各部位的压缩量,防止因应力集中导致开裂。多层复合管由不同材质的金属层叠而成,各层材料的延展性差异可能导致加工过程中出现分层或波浪变形,需通过调整压缩速度和温度(如局部加热)来协调变形节奏。此外,薄壁管的加工需解决管壁失稳问题,通过采用低速压缩、内支撑模具或真空吸附等技术,减少管材在压缩过程中的弯曲或褶皱。这些挑战推动了缩管机向智能化方向发展,如引入有限元分析软件模拟加工过程,提前的预测变形趋势并优化工艺参数,从而降低试错成本并提高成品率。缩管机支持手动调试与自动运行两种操作模式。山东液压缩管机定做
标准化与规范化建设是提升缩管机行业整体水平的关键。需制定涵盖设计、制造、检测、使用全流程的标准体系:设计标准方面,明确设备结构尺寸、材料选用、精度等级等关键参数,确保不同厂家生产的设备具有互换性;制造标准方面,规定加工工艺、装配流程、检验方法等,例如要求模具热处理后硬度均匀性≤2HRC,液压系统清洁度需达到NAS1638标准7级;检测标准方面,制定加工质量检测项目与合格判定准则,如管材缩径后圆度误差≤0.1mm,壁厚偏差≤±0.05mm;使用标准方面,规范设备操作、维护、保养流程,例如要求每日加工前检查液压油位,每500小时更换液压油滤芯等。通过标准化建设,推动行业技术进步,提升产品质量稳定性。山东液压缩管机定做缩管机在高压油管、刹车管、空调管接头加工中应用普遍。
缩管机的安全操作是保障生产效率与人员健康的关键。操作前需对设备进行全方面检查,包括液压油位、电气线路连接及模具紧固状态,确保无漏油、短路或松动现象。加工过程中,操作人员需佩戴防护眼镜、手套及防砸鞋,避免金属碎屑飞溅或模具意外脱落造成的伤害。同时,设备周边需设置安全光栅或急停按钮,一旦检测到异常位移或压力超限,立即触发停机机制。维护方面,缩管机需定期更换液压油和滤芯,防止杂质进入系统导致元件磨损;模具表面需定期抛光并涂抹防锈油,以延长使用寿命并保持加工精度。对于长期停用的设备,需将模具拆卸后涂油封存,并切断电源以避免电气元件受潮损坏。此外,建立设备档案,记录每次维护的时间、内容及更换的零部件,有助于追溯问题根源并优化维护计划。
加工精度是衡量缩管机性能的关键指标,其控制涉及机械设计、材料选择及工艺优化等多个层面。在机械设计方面,缩管机的主轴需采用高刚性结构,以减少变形对加工精度的影响;同时,导轨与滑块的配合间隙需控制在微米级,通过精密刮研或滚珠导轨技术实现无间隙传动。材料选择上,模具与管材的摩擦系数需通过表面处理技术(如镀硬铬、氮化处理)进行优化,以降低摩擦生热导致的材料膨胀误差。工艺优化则包括预压缩、多级压缩等策略,通过分阶段施加压力,使金属变形逐步均匀化,避免因瞬时高压产生的裂纹或褶皱。此外,现代缩管机还引入了闭环控制系统,通过激光位移传感器或压力传感器实时反馈加工数据,动态修正参数偏差,将精度误差控制在±0.05mm以内,满足航空航天、医疗器械等高精度领域的需求。缩管机在实验室设备、分析仪器管路连接中要求高。
缩管机的安全性也是其不可忽视的重要方面。在设计和制造过程中,缩管机充分考虑了操作人员的安全需求,采用了多重安全防护措施。如设备配备了安全光栅、防护门等安全装置,能够有效防止操作人员在设备运行过程中意外接触危险区域。同时,缩管机还具备紧急停止按钮和过载保护功能,能够在紧急情况下迅速停止设备运行,避免事故的发生。这些安全防护措施为操作人员提供了一个安全的工作环境,降低了工伤事故的风险,保障了员工的生命安全。缩管机支持加工过程的实时状态监控与数据可视化。山东液压缩管机定做
缩管机在石油天然气管道连接件预制中发挥作用。山东液压缩管机定做
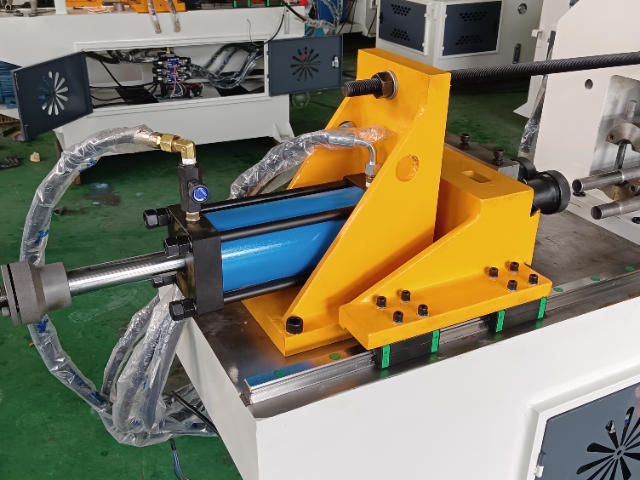
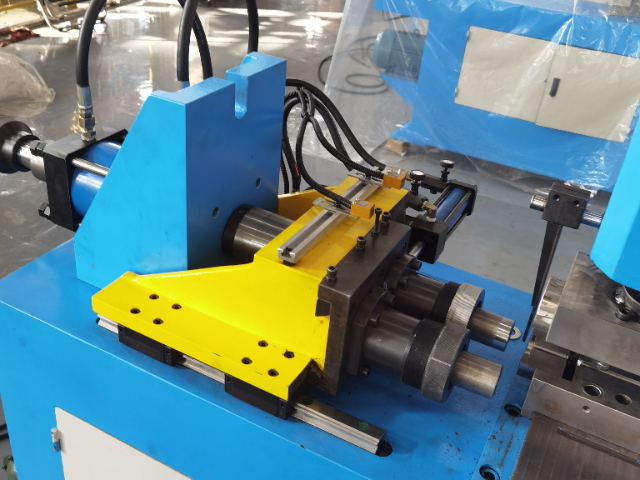
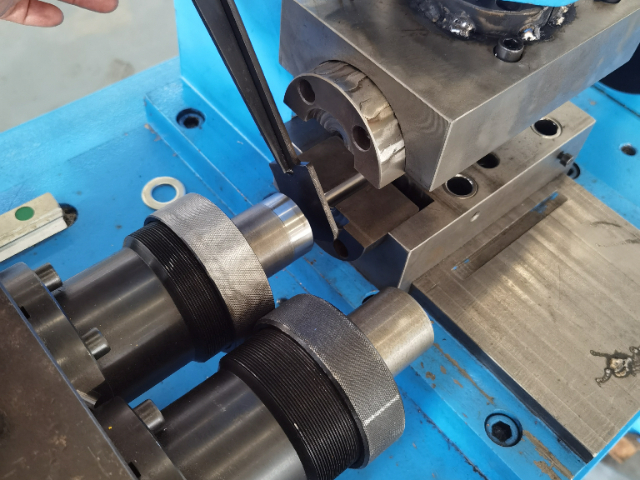
缩管机的结构通常由动力系统、传动机构、模具组件及控制系统四大模块构成。动力系统作为能量来源,多采用液压或电动驱动方式,其中液压系统凭借其输出力大、运行平稳的特点,成为重载加工场景的主选;而电动系统则因响应速度快、控制精度高,更适用于轻量化或自动化生产线。传动机构负责将动力转化为模具的直线或旋转运动,常见的有齿轮传动、链条传动及丝杠传动等,其设计需兼顾传动效率与运动稳定性,以减少能量损耗和机械振动。模具组件是缩管机的关键执行部件,其材质通常选用高硬度合金钢或硬质合金,经精密研磨和热处理后,表面硬度可达HRC60以上,能够承受长期高压摩擦而不变形。控制系统则通过传感器实时监测压力、位移等参数,并依据预设程序自动调整加工节奏,确保每一环节的精度可控。山东液压缩管机定做