商机详情 -
山西钢管自动焊机管道自动焊机
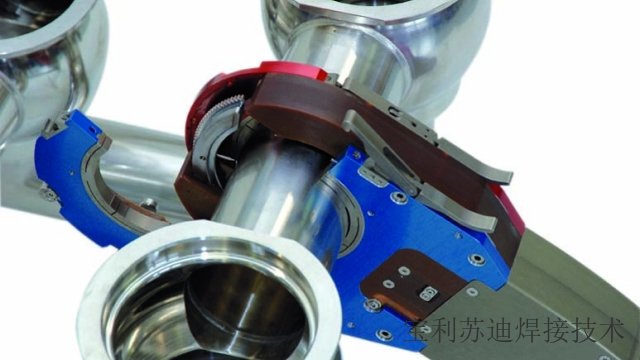
宝利苏迪POLYSOUDE全自动管焊机MW,UHP可选配双机头电源切换箱,同时连接两台封闭式管管焊接机头或两把封闭式管板焊接机头,实现一台电源切换控制两把机头交替焊接作业。当其中一把管管或管板自动焊接机头在焊接时,操作人员可持另一把焊接机头在工件上进行装卡,组对等焊前准备工作。焊接电源通过提前编制好的不同的焊接参数在两把焊枪间进行切换。宝利苏迪POLYSOUDE双机头切换箱SB-4,不但可以实现一位操作工操作两把全自动管管焊接机头,实现不间断焊接,提高焊接电源的利用率,提高生产效率。使用宝利苏迪自动氩弧焊机MW进行TIG焊接过程中不会产生飞溅或火花,焊缝光滑统一。山西钢管自动焊机管道自动焊机
管道自动焊机
宝利苏迪POLYSOUDE所供TIG焊接设备广泛应用于流量计的生产。焊接形式有外对接焊和内孔对接焊。主要焊接应用包括:检测管与管座对接焊,检测管与支承管内孔对接,支承管与法兰对接机床等。其中检测管与管座对接焊使用宝利苏迪MW及UHP系列封闭式自熔管焊机。流量计因需对内部通过介质进行各种类型的测量,流量计内部检测管、焊缝接头的光滑度将直接影响产品的测量精度,因此对焊接要求极高。宝利苏迪不锈钢管路焊接设备,高纯管路焊接设备可满足世界高精度的质量流量计的焊接要求,目前已在多家国际流量计生产厂家使用。水处理设备管道自动焊机管道全位置自动焊机宝利苏迪MW、UHP全位置管管自动焊机为TIG钨极氩弧焊机,使用高纯度氩气作为焊接保护气体。

管道自动TIG焊机MW,UHP采用TIG钨极氩弧焊工艺,工件的熔化金属和钨极必须由惰性气体保护,例如氩气,来确保焊接的无氧环境。如果有必要采用填充额外金属,焊丝可以由送丝机构送入熔池,电弧传递能量熔化焊丝。MW管焊机为自熔焊机,无送丝装置,不能适用填丝焊接。
TIG钨极氩弧焊具有以下优势:1.几乎可以焊接所有材质。包括不锈钢、碳钢、镍基合金、铝、铜、钛、锆及其合金等。特定条件下,甚至可以焊接黄铜和青铜;如果采用加丝方式,异种钢也可以焊接;2.TIG焊可实现全位置焊接;3.TIG钨极氩弧焊工艺稳定可靠,焊接瑕疵可控制在1%以内;4.焊接过程不会产生焊渣或烟尘;5.直接影响电弧长度的电弧电压、以及多种类型的电流强度均可通过编程自动控制;6.可实现加丝或不加丝焊接;焊接参数可以在广范围内调节,且互不影响。
不锈钢管自动焊机MW/UHP配套可编程焊接电源P4包含以下特定功能的组件:
一个逆变电源,提供焊接电流。目前,逆变类型电源已是前沿电源类别。因P4电源一般用于薄壁管自熔焊接,无需填充焊丝,故不配备加热焊丝的热丝电源。
基于一体式或外置电脑的可编程控制单元,可编程控制多个焊接参数:焊接气体流量,焊接电流,焊接机头的旋转速度,送丝速度。焊枪,焊接与夹持工具的冷却回路。
内置水冷回路,用于焊接机头和焊枪冷却,提高设备暂载率及生产效率。
记录每一焊接过程的数据采集系统。 宝利苏迪卫生级不锈钢管道焊机MW可选配偏心钨极,适用于直段较短或无直段的弯头焊接。
宝利苏迪高纯管路自动焊机UHP特性:
可拆卸钛合金夹持盒(UHP250-2与500-2),既能适应管子外径尺寸,又确保了管子表面必须的无菌状态。
洁净焊接:高纯度气体回路,避免杂质进入和焊接氧化。
生产率提高:洁净管道自动焊机UHP625采用模块化的固定夹块,确保管与管件焊接,管件与管件焊接的生产效率。
超纯气体管道焊机UHP625使用夹持盒和固定块的夹持技术,确保在保持管子外表面与内表面无菌状态的同时,完美地适配管子外径。
复位功能:电极齿条自动返回至起始位置闭环调节,确保精确的恒定或脉冲焊接速度。
LED:复位指示灯。 宝利苏迪POLYSOUDE自动管焊机MW可用于光热发电领域集热管的自熔焊接。水处理设备管道自动焊机管道全位置自动焊机
宝利苏迪便携式管焊机P4,体积小,总净重只有32kg,可以由操作者带至管道焊接工作现场,并在狭窄地区作业。山西钢管自动焊机管道自动焊机
宝利苏迪自动氩弧焊机,自动TIG焊接设备MW,UHP系列,采用TIG焊接工艺,使用氩气作为焊接保护气体。其可以提供良好的起弧特性,低电流时优异的电弧稳定性能。电弧能量局限在狭窄范围。氩气同时与所有类型的基材兼容。标准TIG焊接的保护气体的纯度需要达到99.995%。对于易氧化金属,如钛及其合金,保护气体纯度需要达到99.998%。为了增加焊接能量,可以在氩气中增加2%至5%的氢气,除了热量输入可以提高10%至20%,穿透率更好,焊接速度更快之外,氩氢混合气还具有还原性,有助于保护熔融金属免受周围大气中氧气的影响。然而,碳钢吸收氢气后可能导致气孔和冷裂纹,因此不推荐含氢的混合气体,焊接铝和钛时更是严格禁止使用。氦气含量20%,50%或70%的氩氦混合气体,甚至100%的氦气也可以增加焊接能量。氦气对钛金属没有不利影响,因此,其可以用来焊接纯金属或含钛合金。与氩气不同的是,氦气导热性能佳。氦气环境下的电弧电压远比氩气环境下的电弧电压高,因此电弧能量提高,电弧柱更宽,可实现更深的穿透。氦气因此被广泛应用于高热导率金属的焊接,例如铜,铝,轻金属合金。因为氦气质量轻,与氩气相比,在相同气体覆盖率下气体流量必须增加至两至三倍。山西钢管自动焊机管道自动焊机