商机详情 -
贵州管道全位置自动焊机管道自动焊机制造厂家
管管自动焊机MW/UHP系列采用的是全位置钨极氩弧焊,单面焊双面成型的焊接方法,即管子固定,焊炬(焊枪)沿着管子旋转一周的焊接方法,包括平焊、上坡焊、下坡焊和仰焊四个不同位置 1.由于在不同位置熔池受力不同,需要的热量输入也不同,故需要设定不同的峰值电流、基值电流等工艺参数,这叫作分区段。2.宝利苏迪公司的P4焊接电源一个程序多可以分10段不同的峰值电流、基值电流。该自动管道焊机MW采用TIG钨极氩弧焊工艺。TIG(GasTungstenArcWelding,简称GTAW)钨极氩弧焊是一种使用非消耗性钨极和惰性气体保护的电弧焊接方法。在TIG焊接过程中,非消耗性钨极与工件之间会产生稳定的电弧。该电弧由电极支撑电弧热量,使工件金属受热熔化,进而形成熔池。水处理设备的管道焊接至关重要,宝利苏迪洁净管道焊机MW采用封闭式设计,可获得满意焊缝。贵州管道全位置自动焊机管道自动焊机制造厂家
管道自动焊机
为了将洁净室内污染物控制在尽可能低的范围内,必须避免任何微粒的产生或散发。人体被认为是洁净环境中很重要的粒子来源之一,尤其是快速移动时。制造过程也可以是粒子发出的重要来源。TIG焊接过程中产生的每一电弧均伴随着金属的蒸发云团和焊接气体与背气气流。另外,散发的热量和管端准备也会产生污染物。封闭式管管焊接机头让洁净室保持洁净开放式电弧的这些负面影响可以通过使用宝利苏迪封闭式轨道TIG焊机MW,UHP来避免。这种封闭式管道自动焊机因为电弧在封闭腔室内燃烧的优势被开发用于洁净室目的。目前,无论什么时候管子或附件需要在洁净室条件下焊接在一起,封闭式轨道TIG焊接设备MW,UHP都已经成为不可或缺的工具。 贵州管道全位置自动焊机管道自动焊机制造厂家宝利苏迪管管自动焊机,TIG管焊机广泛应用于航空航天、半导体微电子、制yao食品机械/工程等应用领域。

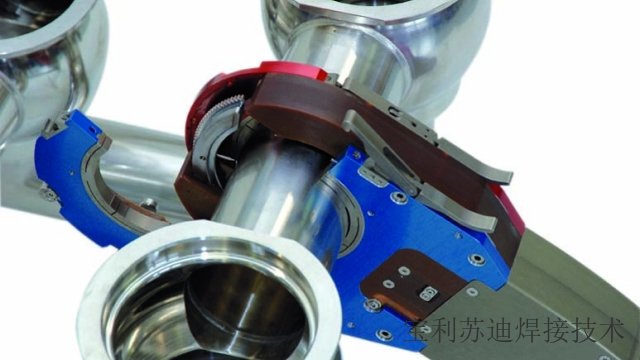
便携式管道自动焊机MW,UHP采用轨道式焊接工艺。当管子焊接质量要求较高时,通常选择轨道式焊接。且大多情况下,采用TIG焊接工艺,焊接机头由机械系统引导,围绕待焊工件旋转。“轨道式焊接”这个名词来自于焊接机头围绕工件的环形运动。通常来说,轨道焊接技术包含两个主要的应用:管管焊接/管道焊接管对管板焊接第一种应用包含所有类型的管子焊接,对接,法兰弯头,T型接头和阀门的焊接,能满足整个管道工程焊接要求。第二种应用涉及的是锅炉和热交换器的生产制造,包含与管板焊接操作相关的不同焊接任务。
封闭式管管自动焊接机头MW每种管子规格配一付TCI焊接夹具,用于夹持和定位管子,对于小零件(法兰或接头)无需点焊,但对于管路接缝的焊接,需要事先点焊定位。焊接参数调好后即可进行自熔TIG焊接。封闭式自动管管焊机MW可以自熔焊接小于壁厚2.8mm的管子。
由于不锈钢及钛合金材质焊接时极易氧化,因此焊接过程中的保护起弧焊接前,在焊接程数里设定的预送气时间段,保护气体通过管焊机头的出气小孔连续的小流量进入封闭焊接室,将原来的空气室排除到焊接室外,而将焊接室变成氩气室,焊接起弧后,能够更好的保护熔池及焊缝外表面,形成均匀的焊缝鱼鳞纹。同时管子背面需要充入小流量的氩气进行保护,以保证管子背面焊缝的成型和光洁度。 宝利苏迪卫生级不锈钢管道焊机MW可选配偏心钨极,适用于直段较短或无直段的弯头焊接。
宝利苏迪管道自动TIG焊机MW可用于直管与弯头的焊接。机头配套可选配钨极偏置器将钨极偏置,结合单侧管夹持的运用手段,适用于直管与直段较短或无直段的弯头对接焊情景。管管对接焊时,出现一侧直管段长度不足焊接机头厚度一半且另一直管段长度充足的情况,运用钨极偏置器将钨极偏置安装,调整钨极在待焊位置,夹紧两段直管端来实现焊接。管与无直边段弯头对接焊时,弯头端无法夹持,需在定位点焊后进行直管端单边夹持,配合弯头焊接保护夹片使用,来实现焊接及焊接气体保护。宝利苏迪不锈钢管路自动焊机MW提供延长电缆,高空作业时,可将机头携带至高处,电源放置于地面。贵州管道全位置自动焊机管道自动焊机制造厂家
双相不锈钢焊接难度较高,需要专业的焊接工艺。宝利苏迪自动氩弧焊机MW可完美控制热量输入,获得可靠焊缝。贵州管道全位置自动焊机管道自动焊机制造厂家
宝利苏迪自动氩弧焊机,自动TIG焊接设备MW,UHP系列,采用TIG焊接工艺,使用氩气作为焊接保护气体。其可以提供良好的起弧特性,低电流时优异的电弧稳定性能。电弧能量局限在狭窄范围。氩气同时与所有类型的基材兼容。标准TIG焊接的保护气体的纯度需要达到99.995%。对于易氧化金属,如钛及其合金,保护气体纯度需要达到99.998%。为了增加焊接能量,可以在氩气中增加2%至5%的氢气,除了热量输入可以提高10%至20%,穿透率更好,焊接速度更快之外,氩氢混合气还具有还原性,有助于保护熔融金属免受周围大气中氧气的影响。然而,碳钢吸收氢气后可能导致气孔和冷裂纹,因此不推荐含氢的混合气体,焊接铝和钛时更是严格禁止使用。氦气含量20%,50%或70%的氩氦混合气体,甚至100%的氦气也可以增加焊接能量。氦气对钛金属没有不利影响,因此,其可以用来焊接纯金属或含钛合金。与氩气不同的是,氦气导热性能佳。氦气环境下的电弧电压远比氩气环境下的电弧电压高,因此电弧能量提高,电弧柱更宽,可实现更深的穿透。氦气因此被广泛应用于高热导率金属的焊接,例如铜,铝,轻金属合金。因为氦气质量轻,与氩气相比,在相同气体覆盖率下气体流量必须增加至两至三倍。贵州管道全位置自动焊机管道自动焊机制造厂家
宝利苏迪焊接技术(上海)有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在上海市等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,宝利苏迪供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!