商机详情 -
江西异形管道氩弧焊机器人源头工厂
美焊科技为八轴氩弧焊机器人客户提供全流程服务,从售前技术咨询、方案设计,到售中安装调试、人员培训,再到售后质保维修、备品备件供应,形成完整的服务体系,全位置保障客户价值。售前阶段,美焊科技根据客户的生产需求、工件规格与车间布局,提供个性化的机器人焊接系统方案设计,帮助客户优化生产流程;售中阶段,专业技术团队上门完成设备安装调试,确保设备正常运行,并对操作人员进行系统培训;售后阶段,完善的质保政策与快速响应的维修服务,保障设备长期稳定运行。这一全流程服务体系与美焊科技堆焊设备的服务体系一致,均以客户需求为中心,通过专业、高效的服务,帮助客户快速实现自动化升级,降低生产成本,提升市场竞争力,体现了美焊科技作为专业自动化解决方案提供商的综合实力。焊缝成型均匀,无夹渣、裂纹,满足无损检测要求。江西异形管道氩弧焊机器人源头工厂

美焊科技在八轴氩弧焊机器人的人员培训中,坚持理论与实操相结合的方式,确保受训人员能够完全掌握设备的使用与维护技能。理论培训部分涵盖设备结构原理、电气控制系统、焊接工艺参数设置、日常维护要点及常见故障排查方法,通过专业讲师的讲解与技术资料的发放,让受训人员建立系统的理论认知。实操培训部分则让受训人员亲自操作设备,包括机器人示教、程序编写、焊接参数调整、工件试焊等环节,美焊科技的技术人员在旁全程指导,及时纠正操作错误,解答疑问。这种培训方式与美焊科技堆焊设备的培训模式一致,均注重理论与实践的结合,确保受训人员不仅 “懂原理”,更 “会操作”,能够单独完成生产作业与设备维护,为设备的长期稳定运行提供人力保障。吉林TIG氩弧焊机器人厂家报价两轴 P 型变位机最大负载 500kg,翻转 ±185°,旋转 ±370°,定位精确。
美焊科技对八轴氩弧焊机器人实行完善的质保与售后技术服务,自签字验收之日起,设备质保 12 个月(焊枪质保 3 个月,耗材及人为损坏除外),质保期内确属设备本身质量问题,美焊科技负责维修,提供技术支持及升级服务。若出现非正常使用、误操作、使用非本公司备件及耗材、非指定人员修理改造或不可抗力造成的损伤,美焊科技提供有偿服务。质保期内设备出现故障甲方无法解决时,美焊科技在接到通知后 2 小时内做出响应,48 小时内派出维修工程师到达现场,重大故障由双方协商解决。质保期满后,美焊科技提供有偿终身维修与终身技术支持,确保设备长期稳定运行。这一售后体系与美焊科技的服务承诺高度契合,其同样提供 12 个月整机质保、4 小时响应及终生维保服务,以客户为中心,通过360度的售后支持解决客户后顾之忧。此外,美焊科技还负责售后技术服务及备品备件供应,确保设备维修时能够及时获得所需配件。
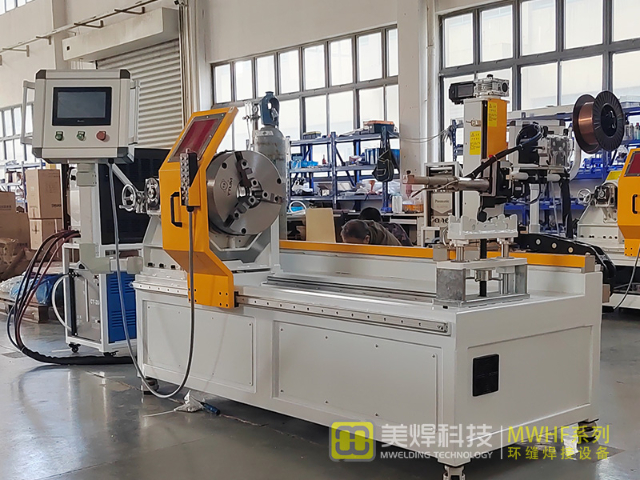
美焊的 8 轴联动焊接机器人系统专门适配叉车内外门架的焊接作业,采用机器人配合行走地轨设计,有效扩展作业范围,确保焊达率满足门架焊接要求,搭配单轴头尾式变位机与双工位布置,大幅提升生产效率。系统搭载高效稳定的 MIG/MAG 焊接系统,智能控制焊缝熔深与精度,保障门架的升降稳定性与耐用性,叉车内外门架是实现货物升降的可靠部件,需承受频繁的升降载荷,对焊接强度与精度要求极高。美焊科技的立式 / 卧式堆焊设备在门架导轨强化中,可通过堆焊提升耐磨性,与该焊接系统协同优化门架性能。该机器人系统凭借行走地轨与双工位设计,适配叉车内外门架的批量生产需求,有效提升生产效率与产品质量稳定性,为叉车制造业提供了智能化自动化焊接解决方案。美焊科技堆焊设备与氩弧焊机器人协同,覆盖焊接全流程。

美焊科技的 8 轴联动焊接机器人系统专门用于叉车油箱的焊接作业,配备 2 米大臂展焊接机器人,确保焊达率满足油箱焊接要求,采用单轴头尾式变位机与双工位布置设计,大幅提升生产效率,减少设备等待时间。系统搭载高效稳定的 MIG/MAG 焊接系统,精细控制焊缝熔深与密封性,保障叉车油箱的使用安全,叉车油箱作为动力存储部件,密封性与强度直接影响叉车的运行安全,对焊接质量要求极高。美焊科技的卧式堆焊设备在长管道焊接中,通过精细控制保障焊缝均匀性,与该叉车油箱焊接系统在密封件焊接上有相似的质量要求。该机器人系统凭借双工位协同与稳定的焊接性能,适配叉车油箱的批量生产需求,有效提升生产效率与产品一致性,为叉车制造业提供了可靠的自动化焊接装备。送丝机支持 0.8-24m/min 送丝速度,脉动送丝提升焊缝质量。西藏异形件氩弧焊机器人批发价
设备需三相 380V 电源,一级接地 < 10 欧姆,保障运行稳定。江西异形管道氩弧焊机器人源头工厂
八轴氩弧焊机器人的送丝机专为机器人焊接系统量身设计,体积小巧、重量轻便,* 6.0kg,外形尺寸为 W230×D170×H170mm,拆卸方便,无需工具即可完成送丝轮更换。该送丝机采用四轮驱动与光电编码器反馈设计,由步进电机控制,驱动力大且送丝速度稳定精细,送丝速度调节范围为 0.8-24m/min,适配 Φ0.8/1.0/1.2mm 直径的焊丝。其具备脉动送丝功能,可与焊接脉冲协同工作,实现峰值送丝、基值冷却的焊接逻辑,有效提升焊接质量,同时配备焊后抽丝功能,能避免焊后粘丝问题,保障焊接过程连续性。与美焊科技 Queen915-H 高速送丝机相比,二者均注重送丝稳定性与精细度,美焊送丝机侧重堆焊作业的大熔敷量需求,送丝速度范围 500-6000mm/min,而送丝机则针对弧焊的精细送丝优化,速度调节更精细,且支持送丝行程设定与焊接过程中焊丝填充量的精细增减。该送丝机采用分体式(外置式)设计,模块化布局便于维护与更换,与 HW500E 程控电源形成良好适配,确保焊丝输送与焊接电流、电压的协同匹配。江西异形管道氩弧焊机器人源头工厂