商机详情 -
北京高精度氩弧焊机器人生产厂家
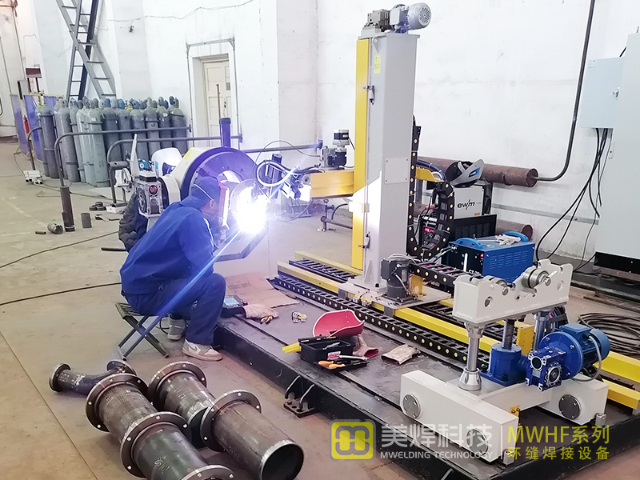
美焊科技在八轴氩弧焊机器人的人员培训中,坚持理论与实操相结合的方式,确保受训人员能够完全掌握设备的使用与维护技能。理论培训部分涵盖设备结构原理、电气控制系统、焊接工艺参数设置、日常维护要点及常见故障排查方法,通过专业讲师的讲解与技术资料的发放,让受训人员建立系统的理论认知。实操培训部分则让受训人员亲自操作设备,包括机器人示教、程序编写、焊接参数调整、工件试焊等环节,美焊科技的技术人员在旁全程指导,及时纠正操作错误,解答疑问。这种培训方式与美焊科技堆焊设备的培训模式一致,均注重理论与实践的结合,确保受训人员不仅 “懂原理”,更 “会操作”,能够单独完成生产作业与设备维护,为设备的长期稳定运行提供人力保障。美焊科技八轴氩弧焊机器人采用 TIG + 热丝工艺,整机一体化布局,运行稳定。北京高精度氩弧焊机器人生产厂家

八轴氩弧焊机器人的控制系统采用开放式接口设计,能够与 Ethernet、Devicenet 等多种网络进行连接,可与国内外主流的清枪剪丝装置、烟尘净化设备、上下料机器人等外部设备进行信号与数据交换,实现多设备协同工作,形成完整的自动化生产流程。机器人的控制器至多可扩展控制 24 个外部伺服电机轴同步协调控制,支持直线插补与圆弧插补,能够适配复杂的生产线布局与作业需求。这一兼容性设计与美焊科技堆焊设备的定制化适配逻辑一致,美焊堆焊设备可通过参数调整与定制化改造,适配不同行业、不同规格的工件,而该机器人则通过开放式接口与灵活的扩展能力,适配多种外部设备,提升生产线的自动化程度与生产效率,为客户提供更灵活、更多角度的自动化解决方案。河南高精度氩弧焊机器人厂家设备模块化设计,部件拆装便捷,维护成本低。

八轴氩弧焊机器人的焊接参数调整功能极为精细,操作人员可通过手持控制屏或示教器,对焊接电流、电压、送丝速度、摆动参数、保护气流量等关键参数进行精确设定与实时微调。系统支持 50 套焊接工艺存储,可根据不同工件材质、规格与焊缝类型,预先设定并存储对应的工艺参数,后续生产时直接调用,无需重复调整,提升生产效率与产品一致性。焊接电流支持分区间设置,可智能化控制电流上升与下降过程,适配不同焊接阶段的需求;摆动参数包括摆动速度、摆动宽度、左右边缘停留时间等均可单独调整,适配不同焊缝宽度与形状的焊接需求。这一精细化调整功能与美焊科技堆焊设备的参数分区间控制功能类似,美焊堆焊设备的电流、送丝速度等参数可分 12 个区间设置,确保堆焊层均匀性,二者均通过精细化参数控制,保障焊接质量的稳定性与可靠性。
八轴氩弧焊机器人配备的TIG 氩弧焊枪,由美焊科技自主研发,采用内置水冷设计,暂载率达 100%,焊接电流 500A,适配 0.8-1.6mm 直径焊丝,具备使用寿命长、冷却效果好、耐机械疲劳性能优异等特点。焊枪集成磁吸式防碰撞装置,当发生碰撞时,防撞传感器能自动向机器人发出保护信号,有效保护机器人本体与焊枪,该防碰撞传感器复位方式为手动,定位精度 < 0.03mm,感应方式为磁吸式,允许扭转角度≥15°,重量: 0.49kg,重复定位精度高且性能可靠。与美焊科技 ATW80 TIG 水冷焊枪相比,二者均采用强制水冷设计保障长时间作业,美焊焊枪长度可达 1500mm,适合深层堆焊,而这款氩弧焊枪则更侧重与机器人的适配性,结构紧凑且防护完善,电缆接头处通过金属接头及塑料护套加强防护,避免拉拽刮擦造成的损坏。焊枪整体设计符合机器人焊接的运动轨迹需求,能与变位机、机器人本体协同动作,确保在复杂焊接姿态下仍能保持稳定的焊接效果,是保障焊缝质量的关键部件之一。热丝与程控电源协同,熔敷速度提升 60%,稀释率降低 60%。
八轴氩弧焊机器人交付时,美焊科技会提供完整的技术文件与随机资料,确保甲方后续使用与维护有据可依。技术文件包括使用说明书(光盘形式,1 套)、发货清单(纸质,1 套)、备品备件清单(纸质,1 套)、电气原理图(纸质,1 套),详细记录设备结构、操作流程、电气连接等关键信息。随机配备的易损易耗件包括导丝嘴、瓷喷嘴、钨极夹、钨极、导流体等,其中导丝嘴与瓷喷嘴各 5 件,钨极夹 5 件,钨极 1 件,导流体 2 件,均适配设备重要部件规格。随机工具包含活动扳手 1 把、剪丝钳 1 把、内六角扳手套装 1 套,方便甲方进行日常维护与简单配件更换。这一资料交付标准与美焊科技一致,其设备交付时同样提供使用说明书、电气原理图、接线图等技术文件及随机备件、工具,确保客户能够快速上手操作并进行日常维护,体现了美焊科技的专业与严谨。HW500E 程控电源自带交直流热丝功能,焊接效率提升 1.5-2 倍。陕西FANUC氩弧焊机器人批发厂家
ANUC M-10iD/12 机器人本体,重复定位精度 ±0.03mm,适配各类弧焊场景。北京高精度氩弧焊机器人生产厂家
八轴氩弧焊机器人的热丝电源(HP-200)与 HW500E 程控电源形成协同工作体系,热丝电源负责对焊丝进行预加热,通过脉冲加热技术将磁偏吹影响降至比较低,提高熔敷速度与焊接效率;程控电源则精细控制焊接电流、电压等重要参数,保障焊缝成型质量。二者通过标准化接口连接,实现参数协同调整,确保加热焊丝与焊接过程的精细配合,使焊接效率提升 1.5-2 倍,同时减少熔敷金属稀释率,提升焊缝性能。这一协同工作设计与美焊科技堆焊设备的热丝堆焊系统类似,美焊热丝堆焊系统通过热丝电源与焊接电源的协同,提升熔敷效率与堆焊质量,二者均通过多电源协同工作,实现 “高效 + 质量” 的焊接目标。北京高精度氩弧焊机器人生产厂家