标签列表 - 上海美焊智能化科技股份有限公司
-
 广东异形管道氩弧焊机器人厂家报价
广东异形管道氩弧焊机器人厂家报价八轴氩弧焊机器人在设计上注重环保与节能,其焊接电源采用高效逆变技术,功率因数达 0.94,电能利用率高,相比传统焊接电源能耗更低,长期使用可有效降低生产成本。焊接过程中,通过优化焊接参数与保护气控制,减少焊接烟尘与飞溅的产生,配合外接烟尘净化设备,可实现焊接废气的达标排放,满足工业环保要求。设备的冷却水箱采用高效散热设计,冷却水流量 3.5L/min,冷却能力 1.5kW,能够快速带走焊枪与电源产生的热量,同时水箱具备流量报警功能,确保冷却系统稳定运行,避免因过热导致的设备故障。这一环保节能设计与美焊科技堆焊设备的环保理念一致,美焊堆焊设备通过优化电弧参数减少烟尘产生,配备强制水冷系统控制温度...
发布时间:2026.05.04 -
 新疆异形件氩弧焊机器人一般多少钱
新疆异形件氩弧焊机器人一般多少钱八轴氩弧焊机器人在设计上注重环保与节能,其焊接电源采用高效逆变技术,功率因数达 0.94,电能利用率高,相比传统焊接电源能耗更低,长期使用可有效降低生产成本。焊接过程中,通过优化焊接参数与保护气控制,减少焊接烟尘与飞溅的产生,配合外接烟尘净化设备,可实现焊接废气的达标排放,满足工业环保要求。设备的冷却水箱采用高效散热设计,冷却水流量 3.5L/min,冷却能力 1.5kW,能够快速带走焊枪与电源产生的热量,同时水箱具备流量报警功能,确保冷却系统稳定运行,避免因过热导致的设备故障。这一环保节能设计与美焊科技堆焊设备的环保理念一致,美焊堆焊设备通过优化电弧参数减少烟尘产生,配备强制水冷系统控制温度...
-
 陕西异形管道氩弧焊机器人一般多少钱
陕西异形管道氩弧焊机器人一般多少钱八轴氩弧焊机器人的热丝电源(HP-200)与 HW500E 程控电源形成协同工作体系,热丝电源负责对焊丝进行预加热,通过脉冲加热技术将磁偏吹影响降至比较低,提高熔敷速度与焊接效率;程控电源则精细控制焊接电流、电压等重要参数,保障焊缝成型质量。二者通过标准化接口连接,实现参数协同调整,确保加热焊丝与焊接过程的精细配合,使焊接效率提升 1.5-2 倍,同时减少熔敷金属稀释率,提升焊缝性能。这一协同工作设计与美焊科技堆焊设备的热丝堆焊系统类似,美焊热丝堆焊系统通过热丝电源与焊接电源的协同,提升熔敷效率与堆焊质量,二者均通过多电源协同工作,实现 “高效 + 质量” 的焊接目标。设备需三相 380V 电...
-
 辽宁氩弧焊机器人厂家
辽宁氩弧焊机器人厂家八轴氩弧焊机器人配备的磁吸式防碰撞传感器(型号 TA-3),是保障设备安全运行的关键部件,能够在发生碰撞时快速响应,保护机器人本体与焊枪免受损坏。该传感器复位方式为手动,定位精度 < 0.03mm,感应方式为磁吸式,允许扭转角度≥15°,重量0.49kg,具备吸收能力强、重复定位精度高、性能可靠、寿命超长等特点。当焊枪与工件或其他物体发生碰撞时,传感器会立即自动向机器人控制器发送碰撞保护信号,控制器迅速切断驱动电源,停止机器人所有动作,避免碰撞力度扩大导致的部件损坏。碰撞发生后,传感器无需重新调校即可快速恢复生产,大幅减少停机时间,这一设计与美焊堆焊设备的多重安全防护功能异曲同工,美焊设备配备...
-
 安徽异形管道氩弧焊机器人大概价格
安徽异形管道氩弧焊机器人大概价格美焊科技的 8 轴联动焊接机器人系统专门用于叉车油箱的焊接作业,配备 2 米大臂展焊接机器人,确保焊达率满足油箱焊接要求,采用单轴头尾式变位机与双工位布置设计,大幅提升生产效率,减少设备等待时间。系统搭载高效稳定的 MIG/MAG 焊接系统,精细控制焊缝熔深与密封性,保障叉车油箱的使用安全,叉车油箱作为动力存储部件,密封性与强度直接影响叉车的运行安全,对焊接质量要求极高。美焊科技的卧式堆焊设备在长管道焊接中,通过精细控制保障焊缝均匀性,与该叉车油箱焊接系统在密封件焊接上有相似的质量要求。该机器人系统凭借双工位协同与稳定的焊接性能,适配叉车油箱的批量生产需求,有效提升生产效率与产品一致性,为叉车...
-
湖南发那科氩弧焊机器人批量定制
八轴氩弧焊机器人采用模块化设计,各部件如机器人本体、控制柜、程控电源、送丝机、变位机等均为单独模块,安装与拆卸便捷,便于日常维护与故障维修。送丝机无需工具即可完成送丝轮更换,焊枪的易损部件如导丝嘴、瓷喷嘴等更换简单快速,大幅减少维护时间与工作量。设备的电气原理图、使用说明书等技术文件详细规范,为维护人员提供清晰的指导,美焊科技还提供终身技术支持,维护人员遇到问题可随时咨询专业技术人员。这一模块化设计与维护便捷性,与美焊科技堆焊设备的设计理念一致,美焊堆焊设备的关键部件采用易拆卸设计,日常清洁与配件更换无需专业工具,降低维护成本与停机时间,二者均以 “降低维护难度、提升设备可用性” 为设计目标。...
-
贵州FANUC氩弧焊机器人
美焊科技的八轴氩弧焊机器人,是一套集成化焊接解决方案,由六轴机器人本体、控制柜、HW500E 程控电源、氩弧焊枪、冷却水箱、热丝电源、送丝机等部件组成,采用整机一体化布局设计,确保设备低重心稳定运行。该系统搭载 TIG + 热丝焊接工艺,配备手持控制屏与磁吸防碰撞装置,焊接姿态切换通过人工示教完成,所有机器人移动均由伺服电机驱动,运行精度与稳定性突出。作为国家高新技术企业,美焊科技的堆焊设备系列与该氩弧焊机器人在工业场景中可形成协同互补,其立式 / 卧式堆焊设备专注于工件表面强化与修复,而八轴氩弧焊机器人则擅长高精度焊缝焊接,二者共同覆盖从零部件强化到精密焊接的全流程工业需求,为石油化工、电力...
-
 广东氩弧焊机器人厂家
广东氩弧焊机器人厂家八轴氩弧焊机器人对安装电源有严格要求,需配备三相四线 380VAC±10%/50Hz 的稳定电源,单独配置 40A 空开,确保供电稳定,避免电压波动对焊接质量与设备运行的影响。接地要求符合一级接地 < 10 欧姆标准,良好的接地不仅能保障操作人员的人身安全,还能减少电磁干扰,提升焊接参数的稳定性,避免因干扰导致的焊接缺陷。电源电缆需由甲方按要求接入美焊科技指定位置,电缆规格需满足设备功率需求,减少线路损耗,确保电源输出稳定。这些电源与接地要求与美焊科技堆焊设备的安装标准一致,均体现了焊接设备对供电系统的严格要求,只有满足这些条件,才能充分发挥设备的性能优势,保障焊接质量与生产安全。机器人支持脱...
-
青海美焊氩弧焊机器人订制价格
八轴氩弧焊机器人在核电设备空气导流板焊接中的应用,充分体现了其高精度与高可靠性优势。核电设备作为特殊行业装备,对焊接质量的要求极为严苛,焊缝需具备优异的强度、密封性与耐腐蚀性,不允许存在任何微小缺陷。该机器人系统通过激光视觉系统实时监测焊接过程,配合 AVC 弧压跟踪功能与高精度变位机联动控制,确保焊缝轨迹可靠、熔深均匀,焊接完成后经无损检测,焊缝合格率达 100%,满足核电行业的严格标准。美焊科技堆焊设备在压力容器行业的应用中,同样面临高标准要求,其焊缝经射线检测或超声波检测 II 级合格率达 98% 以上,二者均凭借可靠的精度与可靠性,在装备制造中发挥关键作用,为特殊行业的安全稳定运行提供...
-
安徽异形管道氩弧焊机器人一般多少钱
八轴氩弧焊机器人的安装需满足严格的条件,以确保设备稳定运行与焊接质量。电源方面,要求三相四线 380VAC±10%/50Hz,配备 40A 单独空开,接地需符合一级接地 < 10 欧姆标准,一次电缆由甲方按要求接入乙方指定位置。焊接保护气采用 Ar99.99% 纯度气体,可使用管道气体或瓶装气体,每台焊机的气体流量需控制在 15-25L/min,由甲方接入指定位置。安装环境方面,温度需保持在 0-45℃,湿度 20%-75% RH 且无结露,震动不大于 0.5G,设备安装场所需无爆燃性和腐蚀性气体。这些要求与美焊堆焊设备的安装环境标准基本一致,美焊设备同样要求温度 0-40℃、湿度≤85%,二...
-
 江苏TIG氩弧焊机器人批发厂家
江苏TIG氩弧焊机器人批发厂家八轴氩弧焊机器人在工程机械行业的挖掘机油箱、挖斗、车架等部件焊接中,展现出极强的批量生产适配性。系统支持 50 套焊接工艺存储,可快速调用不同型号工件的焊接参数,搭配双工位变位机或多机器人协同作业,能够实现连续批量生产,大幅提升生产效率。机器人的重复定位精度高达 ±0.03mm,确保批量生产中各工件的焊缝质量一致性,减少因产品差异导致的后续装配问题。美焊科技的堆焊设备在工程机械零部件的批量强化中,同样具备高效适配性,可通过定制化夹具与工艺参数,满足批量工件的表面强化需求,二者均为工程机械行业的批量生产提供了高效、稳定的自动化解决方案,助力行业提升生产效率与产品质量。机械臂焊接系统 8 轴联动,...
-
 云南美焊氩弧焊机器人供应商
云南美焊氩弧焊机器人供应商八轴氩弧焊机器人的 FANUC M-10iD/12 本体采用电缆内置式结构,不仅增大了旋转轴的中空手腕直径,还强化了手臂刚性,能够在高速运动后实现无振动定位,保障焊接轨迹的精确性。机器人的各关节采用专有的齿轮驱动机构,可对应高转动惯量的负载,同时通过精简的机械结构设计,实现了苗条的电缆内置式手臂,减少了运动干涉,扩大了作业范围。机器人的重复定位精度高达 ±0.03mm,各轴运动速度快、范围广,其中 J6 轴的旋转速度可达 720°/s,能够快速响应复杂焊缝的焊接需求,这一高精度运动性能与美焊科技堆焊设备的精密传动系统类似,美焊堆焊设备的旋转精度≤0.1mm,确保堆焊层均匀性。机器人支持地面、顶...
-
湖南异形管件氩弧焊机器人订制价格
八轴氩弧焊机器人在设计上注重环保与节能,其焊接电源采用高效逆变技术,功率因数达 0.94,电能利用率高,相比传统焊接电源能耗更低,长期使用可有效降低生产成本。焊接过程中,通过优化焊接参数与保护气控制,减少焊接烟尘与飞溅的产生,配合外接烟尘净化设备,可实现焊接废气的达标排放,满足工业环保要求。设备的冷却水箱采用高效散热设计,冷却水流量 3.5L/min,冷却能力 1.5kW,能够快速带走焊枪与电源产生的热量,同时水箱具备流量报警功能,确保冷却系统稳定运行,避免因过热导致的设备故障。这一环保节能设计与美焊科技堆焊设备的环保理念一致,美焊堆焊设备通过优化电弧参数减少烟尘产生,配备强制水冷系统控制温度...
-
吉林高精度氩弧焊机器人
八轴氩弧焊机器人在工程机械行业的挖掘机油箱、挖斗、车架等部件焊接中,展现出极强的批量生产适配性。系统支持 50 套焊接工艺存储,可快速调用不同型号工件的焊接参数,搭配双工位变位机或多机器人协同作业,能够实现连续批量生产,大幅提升生产效率。机器人的重复定位精度高达 ±0.03mm,确保批量生产中各工件的焊缝质量一致性,减少因产品差异导致的后续装配问题。美焊科技的堆焊设备在工程机械零部件的批量强化中,同样具备高效适配性,可通过定制化夹具与工艺参数,满足批量工件的表面强化需求,二者均为工程机械行业的批量生产提供了高效、稳定的自动化解决方案,助力行业提升生产效率与产品质量。工程机械油箱焊接生产线,4 ...
-
河南氩弧焊机器人源头工厂
八轴氩弧焊机器人的焊接参数调整功能极为精细,操作人员可通过手持控制屏或示教器,对焊接电流、电压、送丝速度、摆动参数、保护气流量等关键参数进行精确设定与实时微调。系统支持 50 套焊接工艺存储,可根据不同工件材质、规格与焊缝类型,预先设定并存储对应的工艺参数,后续生产时直接调用,无需重复调整,提升生产效率与产品一致性。焊接电流支持分区间设置,可智能化控制电流上升与下降过程,适配不同焊接阶段的需求;摆动参数包括摆动速度、摆动宽度、左右边缘停留时间等均可单独调整,适配不同焊缝宽度与形状的焊接需求。这一精细化调整功能与美焊科技堆焊设备的参数分区间控制功能类似,美焊堆焊设备的电流、送丝速度等参数可分 1...
-
发那科氩弧焊机器人一般多少钱
八轴氩弧焊机器人配备的磁吸式防碰撞传感器(型号 TA-3),是保障设备安全运行的关键部件,能够在发生碰撞时快速响应,保护机器人本体与焊枪免受损坏。该传感器复位方式为手动,定位精度 < 0.03mm,感应方式为磁吸式,允许扭转角度≥15°,重量0.49kg,具备吸收能力强、重复定位精度高、性能可靠、寿命超长等特点。当焊枪与工件或其他物体发生碰撞时,传感器会立即自动向机器人控制器发送碰撞保护信号,控制器迅速切断驱动电源,停止机器人所有动作,避免碰撞力度扩大导致的部件损坏。碰撞发生后,传感器无需重新调校即可快速恢复生产,大幅减少停机时间,这一设计与美焊堆焊设备的多重安全防护功能异曲同工,美焊设备配备...
-
青海氩弧焊机器人一般多少钱
八轴氩弧焊机器人配套的两轴 P 型变位机支持与机器人联动控制,能够根据预设的焊接程序,与机器人本体协同运动,精细调整工件姿态,确保焊缝始终处于比较好焊接位置,提升焊接质量与效率。变位机的翻转范围 ±185°,旋转范围 ±370°,比较大翻转速度 60°/sec,比较大旋转速度 120°/sec,调速方式为无极连续可调,能够快速适配不同焊缝的焊接需求。联动控制功能使机器人与变位机形成一个有机整体,可实现复杂空间焊缝的一次性焊接完成,减少焊接次数与后续补焊工作量,这一协同设计与美焊科技堆焊设备的多轴协同控制逻辑一致,美焊堆焊设备支持多轴同步控制,确保堆焊轨迹精细,二者均通过协同控制提升设备的作业能...
-
 上海异形件氩弧焊机器人大概价格
上海异形件氩弧焊机器人大概价格八轴氩弧焊机器人的弧焊功能包包含丰富的程序位移功能,能够根据已示教的程序,将动作位置平行、平行旋转或镜像位移到其他位置,大幅减少编程工作量,提升作业效率。该功能主要分为三类:程序位移可对示教程序某一范围的动作语句进行平行或平行旋转位移;镜像位移以面对称方式将示教位置位移到目标位置;角度输入位移功能通过输入点及旋转角执行程序位移,还可指定反复次数实现圆周上等间隔多次位移。这些功能与美焊堆焊设备的参数分区间设置功能类似,美焊设备通过分区间设置电流、送丝速度等参数适配复杂堆焊工艺,而这款机器人的程序位移功能则通过轨迹复用与调整适配不同规格工件的焊接。程序位移功能尤其适用于批量生产中同类型、不同尺寸工...
-
 湖北美焊氩弧焊机器人批发价
湖北美焊氩弧焊机器人批发价HW500E 程控电源是八轴氩弧焊机器人的动力部件,由上海美焊自主研发,采用三菱 PLC 控制,具备交直流热丝功能、超级脉冲与水冷设计,属于高性能焊接电源。该电源额定输入电压为三相 380V/50Hz(±25%),额定负载持续率 60%,功率因数 0.94,输入容量达 20kVA/18kW,输出电流范围 5-500A,给定电压范围 8-25V,适配 0.8/1.0/1.2mm 直径的焊丝。其采用 100kHz 超高逆变频率与零延时采样电路,独特的电源能量泄放设计实现熔滴过渡瞬间电流力对熔池的零冲击,输出正负端双远端采样补偿功能,能精确判断熔滴过渡状态,实现精细化控制。与美焊科技 WSM400R...
-
天津异形件氩弧焊机器人批量定制
八轴氩弧焊机器人的电气控制系统基于三菱 PLC 可编程控制器搭建,与触摸屏配套形成友好的人机交互界面,可通过参数修改便捷控制焊接电源,根据焊缝类型设置工艺配方,每个配方内包含焊接参数与焊枪走位数据,部分参数可通过触摸屏编辑,编辑页面需密码验证,确保参数安全性。系统支持 50 套焊接工艺存储,可根据焊件规格按配方名称直接调用,实现一键式操作,自动完成整个焊接过程,同时支持手动调节与手动焊接模式,手动状态下可单步动作,方便工件任一位置的焊接及补焊。该控制系统具备完善的故障自诊断功能,对焊接电源、冷却水、保护气、各动作互锁状态进行传感器监视,出现故障时及时报警并自动锁定焊接功能,与美焊科技 MH-P...
-
山西异形管道氩弧焊机器人一般多少钱
八轴氩弧焊机器人的焊接示教器支持中 / 英文显示方式切换,能够满足不同语言习惯操作人员的使用需求,降低操作门槛。示教器具备便捷的数据交换功能,可与计算机、U 盘等外部存储设备进行数据传输,方便焊接程序的备份、导入与更新,同时还能将焊接参数、故障记录等数据导出,便于生产管理与设备维护分析。这一多语言与数据交换功能,提升了设备的通用性与可管理性,与美焊科技堆焊设备的控制系统数据存储与导出功能类似,美焊堆焊设备的控制系统可保存 80 组工艺代码,支持参数导出,二者均为现代化生产管理提供了便利,有助于提升生产过程的可追溯性与管理效率。热丝电源 HP-200 输出 20-200A,脉冲加热减少磁偏吹影响...
-
四川氩弧焊机器人一般多少钱
八轴氩弧焊机器人配备的磁吸式防碰撞传感器(型号 TA-3),是保障设备安全运行的关键部件,能够在发生碰撞时快速响应,保护机器人本体与焊枪免受损坏。该传感器复位方式为手动,定位精度 < 0.03mm,感应方式为磁吸式,允许扭转角度≥15°,重量0.49kg,具备吸收能力强、重复定位精度高、性能可靠、寿命超长等特点。当焊枪与工件或其他物体发生碰撞时,传感器会立即自动向机器人控制器发送碰撞保护信号,控制器迅速切断驱动电源,停止机器人所有动作,避免碰撞力度扩大导致的部件损坏。碰撞发生后,传感器无需重新调校即可快速恢复生产,大幅减少停机时间,这一设计与美焊堆焊设备的多重安全防护功能异曲同工,美焊设备配备...
-
吉林异形件氩弧焊机器人生产厂家
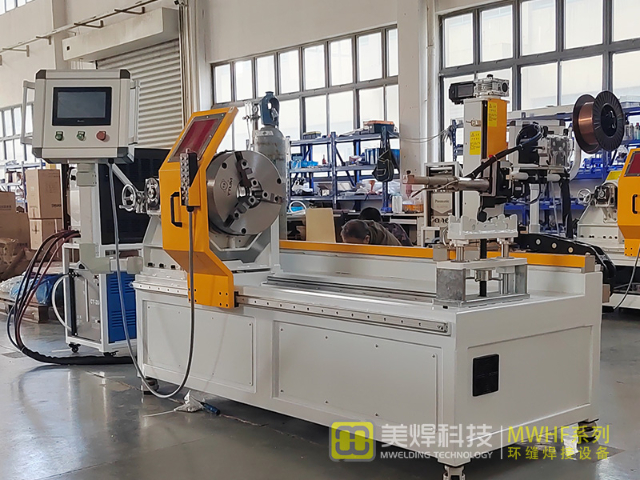
美焊TIG焊接机器人是由六轴机器人、控制柜、HW500E程控电源、机器人专机氩弧焊枪、冷却水箱、热丝电源、送丝机、送丝盘、送丝支架、手持操作屏、磁吸防碰撞等部分组成。设备特点:•该焊接设备采用TIG+热丝焊接工艺。•设备配有手持控制屏。•焊接方式(姿态)的切换采用人工示教方式。•设备布局采用整机一体化方式,利于设备在低重心情况下稳定运行。•机器人移动均采用伺服电机驱动。•设备配有热丝电源具备交直流热丝功能。•机器人配有焊接摆动,可选择Z型摆动、O型摆动等,成型更美观。•送丝机配备脉动送丝功能。推荐产品:美焊换热器U型管焊机美焊科技八轴氩弧焊机器人,为制造提供高效自动化方案。吉林异形件氩弧焊机器...
-
 北京氩弧焊机器人生产厂家
北京氩弧焊机器人生产厂家八轴氩弧焊机器人的控制系统采用开放式接口设计,能够与 Ethernet、Devicenet 等多种网络进行连接,可与国内外主流的清枪剪丝装置、烟尘净化设备、上下料机器人等外部设备进行信号与数据交换,实现多设备协同工作,形成完整的自动化生产流程。机器人的控制器至多可扩展控制 24 个外部伺服电机轴同步协调控制,支持直线插补与圆弧插补,能够适配复杂的生产线布局与作业需求。这一兼容性设计与美焊科技堆焊设备的定制化适配逻辑一致,美焊堆焊设备可通过参数调整与定制化改造,适配不同行业、不同规格的工件,而该机器人则通过开放式接口与灵活的扩展能力,适配多种外部设备,提升生产线的自动化程度与生产效率,为客户提供...
-
 四川高精度氩弧焊机器人批发厂家
四川高精度氩弧焊机器人批发厂家八轴氩弧焊机器人交付时,美焊科技会配套提供一套完整的易损易耗件,包括导丝嘴(Φ0.8/1.0/1.2mm)5 件、瓷喷嘴 5 件、钨极夹(Φ2.4/3.2mm)5 件、钨极(Φ2.4/3.2mm)1 件、导流体 2 件,这些易损易耗件均为设备部件的适配型号,能够满足设备初期运行与日常维护的需求。质保期内,美焊科技为客户提供易损易耗件的优先供应服务,客户可通过官方渠道快速采购所需配件,保障设备维修更换的及时性,减少停机时间。质保期满后,美焊科技仍将长期提供易损易耗件的供应服务,价格合理,供应稳定,确保设备长期运行过程中的配件需求得到满足。这一配件供应保障与美焊科技堆焊设备的备品备件供应体系一致,...
-
上海发那科氩弧焊机器人哪家好
美焊的 8 轴联动焊接机器人系统专门适配叉车内外门架的焊接作业,采用机器人配合行走地轨设计,有效扩展作业范围,确保焊达率满足门架焊接要求,搭配单轴头尾式变位机与双工位布置,大幅提升生产效率。系统搭载高效稳定的 MIG/MAG 焊接系统,智能控制焊缝熔深与精度,保障门架的升降稳定性与耐用性,叉车内外门架是实现货物升降的可靠部件,需承受频繁的升降载荷,对焊接强度与精度要求极高。美焊科技的立式 / 卧式堆焊设备在门架导轨强化中,可通过堆焊提升耐磨性,与该焊接系统协同优化门架性能。该机器人系统凭借行走地轨与双工位设计,适配叉车内外门架的批量生产需求,有效提升生产效率与产品质量稳定性,为叉车制造业提供了...
-
黑龙江异形管件氩弧焊机器人批发价
八轴氩弧焊机器人配备的磁吸式防碰撞传感器(型号 TA-3),是保障设备安全运行的关键部件,能够在发生碰撞时快速响应,保护机器人本体与焊枪免受损坏。该传感器复位方式为手动,定位精度 < 0.03mm,感应方式为磁吸式,允许扭转角度≥15°,重量 0.49kg,具备吸收能力强、重复定位精度高、性能可靠、寿命超长等特点。当焊枪与工件或其他物体发生碰撞时,传感器会立即自动向机器人控制器发送碰撞保护信号,控制器迅速切断驱动电源,停止机器人所有动作,避免碰撞力度扩大导致的部件损坏。碰撞发生后,传感器无需重新调校即可快速恢复生产,大幅减少停机时间,这一设计与美焊堆焊设备的多重安全防护功能异曲同工,美焊设备配...
-
浙江TIG氩弧焊机器人源头工厂
八轴氩弧焊机器人的执行部件为日本 FANUC M-10iD/12 六轴机器人,采用电缆内置式结构,增大了旋转轴的中空手腕直径,强化了手臂刚性,能够通过高速、高精度动作提升生产效率,适配各类弧焊应用场景。该机器人控制轴数为 6 轴,安装方式灵活,可实现地面、顶吊、倾斜三种安装模式,比较大可达半径 1410mm,重复定位精度高达 ±0.03mm,确保焊接轨迹的精细把控。其手腕最大负载能力为 10kg,各轴旋转范围与速度表现优异,J6 轴比较大旋转速度可达 720°/s,能够快速响应复杂焊接轨迹需求。与美焊科技的 MWG 系列堆焊设备类似,该机器人同样注重结构稳定性与精度控制,美焊堆焊设备的伺服驱动...
-
陕西异形件氩弧焊机器人批发价
八轴氩弧焊机器人的控制系统采用开放式接口设计,能够与 Ethernet、Devicenet 等多种网络进行连接,可与国内外主流的清枪剪丝装置、烟尘净化设备、上下料机器人等外部设备进行信号与数据交换,实现多设备协同工作,形成完整的自动化生产流程。机器人的控制器至多可扩展控制 24 个外部伺服电机轴同步协调控制,支持直线插补与圆弧插补,能够适配复杂的生产线布局与作业需求。这一兼容性设计与美焊科技堆焊设备的定制化适配逻辑一致,美焊堆焊设备可通过参数调整与定制化改造,适配不同行业、不同规格的工件,而该机器人则通过开放式接口与灵活的扩展能力,适配多种外部设备,提升生产线的自动化程度与生产效率,为客户提供...
-
 湖北异形件氩弧焊机器人厂家
湖北异形件氩弧焊机器人厂家八轴氩弧焊机器人的热丝电源(HP-200)与 HW500E 程控电源形成协同工作体系,热丝电源负责对焊丝进行预加热,通过脉冲加热技术将磁偏吹影响降至比较低,提高熔敷速度与焊接效率;程控电源则精细控制焊接电流、电压等中心参数,保障焊缝成型质量。二者通过标准化接口连接,实现参数协同调整,确保加热焊丝与焊接过程的精细配合,使焊接效率提升 1.5-2 倍,同时减少熔敷金属稀释率,提升焊缝性能。这一协同工作设计与美焊科技堆焊设备的热丝堆焊系统类似,美焊热丝堆焊系统通过热丝电源与焊接电源的协同,提升熔敷效率与堆焊质量,二者均通过多电源协同工作,实现 “高效 + 质量” 的焊接目标。设备预验收在美焊科技进行...