标签列表 - 上海美焊智能化科技股份有限公司
-
 湖北异形件氩弧焊机器人批发厂家
湖北异形件氩弧焊机器人批发厂家八轴氩弧焊机器人交付时,美焊科技会配套提供一套完整的易损易耗件,包括导丝嘴(Φ0.8/1.0/1.2mm)5 件、瓷喷嘴 5 件、钨极夹(Φ2.4/3.2mm)5 件、钨极(Φ2.4/3.2mm)1 件、导流体 2 件,这些易损易耗件均为设备部件的适配型号,能够满足设备初期运行与日常维护的需求。质保期内,美焊科技为客户提供易损易耗件的优先供应服务,客户可通过官方渠道快速采购所需配件,保障设备维修更换的及时性,减少停机时间。质保期满后,美焊科技仍将长期提供易损易耗件的供应服务,价格合理,供应稳定,确保设备长期运行过程中的配件需求得到满足。这一配件供应保障与美焊科技堆焊设备的备品备件供应体系一致,...
发布时间:2026.04.24 -
 辽宁发那科氩弧焊机器人订制价格
辽宁发那科氩弧焊机器人订制价格八轴氩弧焊机器人配套的两轴 P 型变位机,是调整工件姿态的关键部件,能够使焊缝始终处于比较好焊接位置,提升焊接质量与效率。该变位机采用交流伺服电机驱动,搭配 RV / 行星精密减速机,通过齿轮无间隙传动技术,确保变位机转盘旋转平稳精细,结构件采用质量型材焊接而成,经退火处理后具备良好的结构稳定性。其最大负荷达 500kg,台面尺寸为 Φ1000mm,翻转范围 ±185°,旋转范围 ±370°,比较大翻转速度 60°/sec,比较大旋转速度 120°/sec,调速方式为无极连续可调,在 r=500mm 处的重复定位精度达 ±0.1mm。变位机的导电机构安装在回转座内,导电铜块在弹簧作用下保证焊接...
-
 天津TIG氩弧焊机器人供应商
天津TIG氩弧焊机器人供应商八轴氩弧焊机器人的热丝电源(HP-200)与 HW500E 程控电源形成协同工作体系,热丝电源负责对焊丝进行预加热,通过脉冲加热技术将磁偏吹影响降至比较低,提高熔敷速度与焊接效率;程控电源则精细控制焊接电流、电压等中心参数,保障焊缝成型质量。二者通过标准化接口连接,实现参数协同调整,确保加热焊丝与焊接过程的精细配合,使焊接效率提升 1.5-2 倍,同时减少熔敷金属稀释率,提升焊缝性能。这一协同工作设计与美焊科技堆焊设备的热丝堆焊系统类似,美焊热丝堆焊系统通过热丝电源与焊接电源的协同,提升熔敷效率与堆焊质量,二者均通过多电源协同工作,实现 “高效 + 质量” 的焊接目标。电气控制系统基于三菱 P...
-
 广东FANUC氩弧焊机器人一般多少钱
广东FANUC氩弧焊机器人一般多少钱美焊科技为八轴氩弧焊机器人客户提供全流程服务,从售前技术咨询、方案设计,到售中安装调试、人员培训,再到售后质保维修、备品备件供应,形成完整的服务体系,全位置保障客户价值。售前阶段,美焊科技根据客户的生产需求、工件规格与车间布局,提供个性化的机器人焊接系统方案设计,帮助客户优化生产流程;售中阶段,专业技术团队上门完成设备安装调试,确保设备正常运行,并对操作人员进行系统培训;售后阶段,完善的质保政策与快速响应的维修服务,保障设备长期稳定运行。这一全流程服务体系与美焊科技堆焊设备的服务体系一致,均以客户需求为中心,通过专业、高效的服务,帮助客户快速实现自动化升级,降低生产成本,提升市场竞争力,体现了...
-
 新疆异形管件氩弧焊机器人一般多少钱
新疆异形管件氩弧焊机器人一般多少钱八轴氩弧焊机器人的弧焊功能包包含丰富的程序位移功能,能够根据已示教的程序,将动作位置平行、平行旋转或镜像位移到其他位置,大幅减少编程工作量,提升作业效率。该功能主要分为三类:程序位移可对示教程序某一范围的动作语句进行平行或平行旋转位移;镜像位移以面对称方式将示教位置位移到目标位置;角度输入位移功能通过输入点及旋转角执行程序位移,还可指定反复次数实现圆周上等间隔多次位移。这些功能与美焊堆焊设备的参数分区间设置功能类似,美焊设备通过分区间设置电流、送丝速度等参数适配复杂堆焊工艺,而这款机器人的程序位移功能则通过轨迹复用与调整适配不同规格工件的焊接。程序位移功能尤其适用于批量生产中同类型、不同尺寸工...
-
山东异形件氩弧焊机器人大概价格
八轴氩弧焊机器人的焊接示教器支持中 / 英文显示方式切换,能够满足不同语言习惯操作人员的使用需求,降低操作门槛。示教器具备便捷的数据交换功能,可与计算机、U 盘等外部存储设备进行数据传输,方便焊接程序的备份、导入与更新,同时还能将焊接参数、故障记录等数据导出,便于生产管理与设备维护分析。这一多语言与数据交换功能,提升了设备的通用性与可管理性,与美焊科技堆焊设备的控制系统数据存储与导出功能类似,美焊堆焊设备的控制系统可保存 80 组工艺代码,支持参数导出,二者均为现代化生产管理提供了便利,有助于提升生产过程的可追溯性与管理效率。美焊科技八轴氩弧焊机器人,为制造提供高效自动化方案。山东异形件氩弧焊...
-
西藏FANUC氩弧焊机器人
八轴氩弧焊机器人在核电设备空气导流板焊接中的应用,充分体现了其高精度与高可靠性优势。核电设备作为特殊行业装备,对焊接质量的要求极为严苛,焊缝需具备优异的强度、密封性与耐腐蚀性,不允许存在任何微小缺陷。该机器人系统通过激光视觉系统实时监测焊接过程,配合 AVC 弧压跟踪功能与高精度变位机联动控制,确保焊缝轨迹可靠、熔深均匀,焊接完成后经无损检测,焊缝合格率达 100%,满足核电行业的严格标准。美焊科技堆焊设备在压力容器行业的应用中,同样面临高标准要求,其焊缝经射线检测或超声波检测 II 级合格率达 98% 以上,二者均凭借可靠的精度与可靠性,在装备制造中发挥关键作用,为特殊行业的安全稳定运行提供...
-
河北发那科氩弧焊机器人批发厂家
八轴氩弧焊机器人的热丝电源(HP-200)与 HW500E 程控电源形成协同工作体系,热丝电源负责对焊丝进行预加热,通过脉冲加热技术将磁偏吹影响降至比较低,提高熔敷速度与焊接效率;程控电源则精细控制焊接电流、电压等重要参数,保障焊缝成型质量。二者通过标准化接口连接,实现参数协同调整,确保加热焊丝与焊接过程的精细配合,使焊接效率提升 1.5-2 倍,同时减少熔敷金属稀释率,提升焊缝性能。这一协同工作设计与美焊科技堆焊设备的热丝堆焊系统类似,美焊热丝堆焊系统通过热丝电源与焊接电源的协同,提升熔敷效率与堆焊质量,二者均通过多电源协同工作,实现 “高效 + 质量” 的焊接目标。送丝机焊后抽丝功能,避免...
-
 海南TIG氩弧焊机器人供应商
海南TIG氩弧焊机器人供应商八轴氩弧焊机器人搭载的 AVC 弧压跟踪功能,是提升焊接精度的智能化技术之一,通过实时采样焊接过程中的电压数据,经运算后调整运动方向与步长,修正用户示教的焊接轨迹,确保焊接过程中钨极与工件高度始终保持一致。该功能覆盖直线运动、圆弧运动、摆动开启等多种焊接轨迹,能够有效补偿工件装配误差、焊接变形等因素导致的焊缝位置偏移,大幅降低焊接缺陷率。其工作逻辑与美焊科技堆焊设备的弧长自动控制技术异曲同工,美焊设备通过分区间跟踪弧压保障堆焊层厚度均匀,而这款机器人的 AVC 弧压跟踪则聚焦于弧焊过程中弧长稳定性,二者均通过实时反馈与动态调整实现焊接参数的准确把控。此外,系统还具备焊接过程手动调整功能,可与机...
-
 云南氩弧焊机器人一般多少钱
云南氩弧焊机器人一般多少钱八轴氩弧焊机器人配套的热丝电源(型号 HP-200),是实现 TIG + 热丝焊接工艺的关键部件,能够有效提高焊接效率与熔敷质量。该电源输入电压为三相 380V±10%,频率 50/60Hz,额定输入电流 3A,持续负载率 35%(200A/40℃/10 分钟),输出电流范围 20-200A,输出空载电压 16V,外形尺寸 670x325x220mm,净重 21kg。其工作原理是在焊丝上增加电流进行加热,帮助焊丝熔化,采用脉冲加热焊丝(2.5-3msec),通过与焊接电流脉冲的协同控制,将磁偏吹的影响减小到限度。热丝焊接工艺具备三大优势:一是熔敷速度大幅提升,相同电流条件下至多可提高 60%;...
-
北京异形管道氩弧焊机器人厂家报价
美焊科技的 8 轴联动焊接机器人系统专门适配叉车内外门架的焊接作业,采用机器人配合行走地轨设计,有效扩展作业范围,确保焊达率满足门架焊接要求,搭配单轴头尾式变位机与双工位布置,大幅提升生产效率。系统搭载高效稳定的 MIG/MAG 焊接系统,精细控制焊缝熔深与精度,保障门架的升降稳定性与耐用性,叉车内外门架是实现货物升降的重要部件,需承受频繁的升降载荷,对焊接强度与精度要求极高。美焊科技的立式 / 卧式堆焊设备在门架导轨强化中,可通过堆焊提升耐磨性,与该焊接系统协同优化门架性能。该机器人系统凭借行走地轨与双工位设计,适配叉车内外门架的批量生产需求,有效提升生产效率与产品质量稳定性,为叉车制造业提...
-
北京异形管道氩弧焊机器人哪家好
八轴氩弧焊机器人搭载的 HW500E 程控电源具备超级脉冲功能,能够通过调整脉冲频率(0.5-50HZ 可选),加大焊缝熔深,增强电弧挺度,有效改善焊接过程中的熔池流动性,减少气孔、夹渣等焊接缺陷,尤其适用于厚板焊接或对熔深要求较高的场景。电源采用 100kHz 超高逆变频率与零延时采样电路,能够快速响应焊接过程中的参数变化,实现熔滴过渡的精细化控制,独特的电源能量泄放设计,可避免熔滴过渡瞬间电流力对熔池的冲击,保障焊缝成型均匀平整。电源的输出正负端双远端采样补偿功能,能够精确判断熔滴过渡过程状态,根据实际情况实时调整输出参数,确保焊接质量的稳定性。这一先进功能与美焊科技 WSM400RHW ...
-
河南高精度氩弧焊机器人厂家
八轴氩弧焊机器人搭载的 AVC 弧压跟踪功能,是提升焊接精度的智能化技术之一,通过实时采样焊接过程中的电压数据,经运算后调整运动方向与步长,修正用户示教的焊接轨迹,确保焊接过程中钨极与工件高度始终保持一致。该功能覆盖直线运动、圆弧运动、摆动开启等多种焊接轨迹,能够有效补偿工件装配误差、焊接变形等因素导致的焊缝位置偏移,大幅降低焊接缺陷率。其工作逻辑与美焊科技堆焊设备的弧长自动控制技术异曲同工,美焊设备通过分区间跟踪弧压保障堆焊层厚度均匀,而这款机器人的 AVC 弧压跟踪则聚焦于弧焊过程中弧长稳定性,二者均通过实时反馈与动态调整实现焊接参数的准确把控。此外,系统还具备焊接过程手动调整功能,可与机...
-
 湖北异形管道氩弧焊机器人厂家报价
湖北异形管道氩弧焊机器人厂家报价八轴氩弧焊机器人的送丝机专为机器人焊接系统量身设计,体积小巧、重量轻便,* 6.0kg,外形尺寸为 W230×D170×H170mm,拆卸方便,无需工具即可完成送丝轮更换。该送丝机采用四轮驱动与光电编码器反馈设计,由步进电机控制,驱动力大且送丝速度稳定精细,送丝速度调节范围为 0.8-24m/min,适配 Φ0.8/1.0/1.2mm 直径的焊丝。其具备脉动送丝功能,可与焊接脉冲协同工作,实现峰值送丝、基值冷却的焊接逻辑,有效提升焊接质量,同时配备焊后抽丝功能,能避免焊后粘丝问题,保障焊接过程连续性。与美焊科技 Queen915-H 高速送丝机相比,二者均注重送丝稳定性与精细度,美焊送丝机侧重...
-
福建异形件氩弧焊机器人批发价
八轴氩弧焊机器人的电气控制系统基于三菱 PLC 可编程控制器搭建,与触摸屏配套形成友好的人机交互界面,可通过参数修改便捷控制焊接电源,根据焊缝类型设置工艺配方,每个配方内包含焊接参数与焊枪走位数据,部分参数可通过触摸屏编辑,编辑页面需密码验证,确保参数安全性。系统支持 50 套焊接工艺存储,可根据焊件规格按配方名称直接调用,实现一键式操作,自动完成整个焊接过程,同时支持手动调节与手动焊接模式,手动状态下可单步动作,方便工件任一位置的焊接及补焊。该控制系统具备完善的故障自诊断功能,对焊接电源、冷却水、保护气、各动作互锁状态进行传感器监视,出现故障时及时报警并自动锁定焊接功能,与美焊科技 MH-P...
-
湖南异形管道氩弧焊机器人厂家报价
八轴氩弧焊机器人的安装需满足严格的条件,以确保设备稳定运行与焊接质量。电源方面,要求三相四线 380VAC±10%/50Hz,配备 40A 单独空开,接地需符合一级接地 < 10 欧姆标准,一次电缆由甲方按要求接入乙方指定位置。焊接保护气采用 Ar99.99% 纯度气体,可使用管道气体或瓶装气体,每台焊机的气体流量需控制在 15-25L/min,由甲方接入指定位置。安装环境方面,温度需保持在 0-45℃,湿度 20%-75% RH 且无结露,震动不大于 0.5G,设备安装场所需无爆燃性和腐蚀性气体。这些要求与美焊堆焊设备的安装环境标准基本一致,美焊设备同样要求温度 0-40℃、湿度≤85%,二...
-
湖北发那科氩弧焊机器人供应商
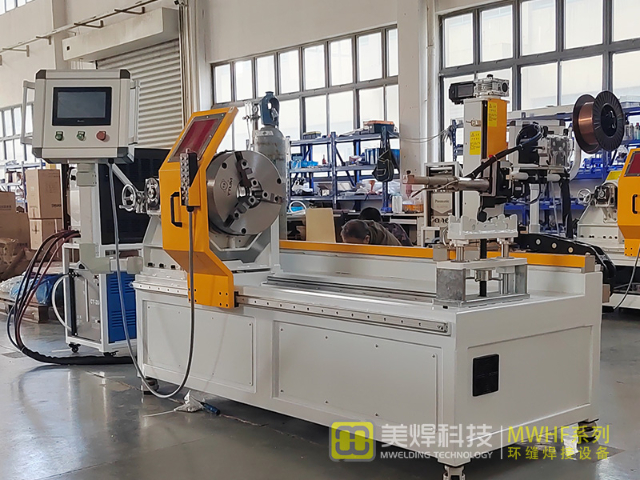
美焊科技的八轴氩弧焊机器人,是一套集成化焊接解决方案,由六轴机器人本体、控制柜、HW500E 程控电源、氩弧焊枪、冷却水箱、热丝电源、送丝机等部件组成,采用整机一体化布局设计,确保设备低重心稳定运行。该系统搭载 TIG + 热丝焊接工艺,配备手持控制屏与磁吸防碰撞装置,焊接姿态切换通过人工示教完成,所有机器人移动均由伺服电机驱动,运行精度与稳定性突出。值得一提的是,作为国家高新技术企业的美焊科技,其堆焊设备系列与该氩弧焊机器人在工业场景中可形成协同互补,美焊的立式 / 卧式堆焊设备专注于工件表面强化与修复,而美焊科技八轴氩弧焊机器人则擅长高精度焊缝焊接,二者共同覆盖从零部件强化到精密焊接的全流...
-
河南美焊氩弧焊机器人厂家报价
八轴氩弧焊机器人的控制系统采用开放式接口设计,能够与 Ethernet、Devicenet 等多种网络进行连接,可与国内外主流的清枪剪丝装置、烟尘净化设备、上下料机器人等外部设备进行信号与数据交换,实现多设备协同工作,形成完整的自动化生产流程。机器人的控制器至多可扩展控制 24 个外部伺服电机轴同步协调控制,支持直线插补与圆弧插补,能够适配复杂的生产线布局与作业需求。这一兼容性设计与美焊科技堆焊设备的定制化适配逻辑一致,美焊堆焊设备可通过参数调整与定制化改造,适配不同行业、不同规格的工件,而该机器人则通过开放式接口与灵活的扩展能力,适配多种外部设备,提升生产线的自动化程度与生产效率,为客户提供...
-
辽宁高精度氩弧焊机器人一般多少钱
八轴氩弧焊机器人的电气控制系统基于三菱 PLC 可编程控制器搭建,与触摸屏配套形成友好的人机交互界面,可通过参数修改便捷控制焊接电源,根据焊缝类型设置工艺配方,每个配方内包含焊接参数与焊枪走位数据,部分参数可通过触摸屏编辑,编辑页面需密码验证,确保参数安全性。系统支持 50 套焊接工艺存储,可根据焊件规格按配方名称直接调用,实现一键式操作,自动完成整个焊接过程,同时支持手动调节与手动焊接模式,手动状态下可单步动作,方便工件任一位置的焊接及补焊。该控制系统具备完善的故障自诊断功能,对焊接电源、冷却水、保护气、各动作互锁状态进行传感器监视,出现故障时及时报警并自动锁定焊接功能,与美焊科技 MH-P...
-
辽宁美焊氩弧焊机器人生产厂家
八轴氩弧焊机器人交付时,美焊科技会配套提供一套完整的易损易耗件,包括导丝嘴(Φ0.8/1.0/1.2mm)5 件、瓷喷嘴 5 件、钨极夹(Φ2.4/3.2mm)5 件、钨极(Φ2.4/3.2mm)1 件、导流体 2 件,这些易损易耗件均为设备部件的适配型号,能够满足设备初期运行与日常维护的需求。质保期内,美焊科技为客户提供易损易耗件的优先供应服务,客户可通过官方渠道快速采购所需配件,保障设备维修更换的及时性,减少停机时间。质保期满后,美焊科技仍将长期提供易损易耗件的供应服务,价格合理,供应稳定,确保设备长期运行过程中的配件需求得到满足。这一配件供应保障与美焊科技堆焊设备的备品备件供应体系一致,...
-
重庆氩弧焊机器人大概价格
八轴氩弧焊机器人搭载的 AVC 弧压跟踪功能,是提升焊接精度的智能化技术之一,通过实时采样焊接过程中的电压数据,经运算后调整运动方向与步长,修正用户示教的焊接轨迹,确保焊接过程中钨极与工件高度始终保持一致。该功能覆盖直线运动、圆弧运动、摆动开启等多种焊接轨迹,能够有效补偿工件装配误差、焊接变形等因素导致的焊缝位置偏移,大幅降低焊接缺陷率。其工作逻辑与美焊科技堆焊设备的弧长自动控制技术异曲同工,美焊设备通过分区间跟踪弧压保障堆焊层厚度均匀,而这款机器人的 AVC 弧压跟踪则聚焦于弧焊过程中弧长稳定性,二者均通过实时反馈与动态调整实现焊接参数的准确把控。此外,系统还具备焊接过程手动调整功能,可与机...
-
北京异形管道氩弧焊机器人订制价格
美焊科技的 8 轴联动焊接机器人系统专门用于叉车油箱的焊接作业,配备 2 米大臂展焊接机器人,确保焊达率满足油箱焊接要求,采用单轴头尾式变位机与双工位布置设计,大幅提升生产效率,减少设备等待时间。系统搭载高效稳定的 MIG/MAG 焊接系统,精细控制焊缝熔深与密封性,保障叉车油箱的使用安全,叉车油箱作为动力存储部件,密封性与强度直接影响叉车的运行安全,对焊接质量要求极高。美焊科技的卧式堆焊设备在长管道焊接中,通过精细控制保障焊缝均匀性,与该叉车油箱焊接系统在密封件焊接上有相似的质量要求。该机器人系统凭借双工位协同与稳定的焊接性能,适配叉车油箱的批量生产需求,有效提升生产效率与产品一致性,为叉车...
-
 甘肃高精度氩弧焊机器人批发厂家
甘肃高精度氩弧焊机器人批发厂家八轴氩弧焊机器人交付时,美焊科技会配套提供一套完整的易损易耗件,包括导丝嘴(Φ0.8/1.0/1.2mm)5 件、瓷喷嘴 5 件、钨极夹(Φ2.4/3.2mm)5 件、钨极(Φ2.4/3.2mm)1 件、导流体 2 件,这些易损易耗件均为设备部件的适配型号,能够满足设备初期运行与日常维护的需求。质保期内,美焊科技为客户提供易损易耗件的优先供应服务,客户可通过官方渠道快速采购所需配件,保障设备维修更换的及时性,减少停机时间。质保期满后,美焊科技仍将长期提供易损易耗件的供应服务,价格合理,供应稳定,确保设备长期运行过程中的配件需求得到满足。这一配件供应保障与美焊科技堆焊设备的备品备件供应体系一致,...
-
海南氩弧焊机器人批量定制
八轴氩弧焊机器人的焊接参数调整功能极为精细,操作人员可通过手持控制屏或示教器,对焊接电流、电压、送丝速度、摆动参数、保护气流量等关键参数进行精确设定与实时微调。系统支持 50 套焊接工艺存储,可根据不同工件材质、规格与焊缝类型,预先设定并存储对应的工艺参数,后续生产时直接调用,无需重复调整,提升生产效率与产品一致性。焊接电流支持分区间设置,可智能化控制电流上升与下降过程,适配不同焊接阶段的需求;摆动参数包括摆动速度、摆动宽度、左右边缘停留时间等均可单独调整,适配不同焊缝宽度与形状的焊接需求。这一精细化调整功能与美焊科技堆焊设备的参数分区间控制功能类似,美焊堆焊设备的电流、送丝速度等参数可分 1...
-
吉林发那科氩弧焊机器人
HW500E 程控电源是八轴氩弧焊机器人的动力部件,由上海美焊自主研发,采用三菱 PLC 控制,具备交直流热丝功能、超级脉冲与水冷设计,属于高性能焊接电源。该电源额定输入电压为三相 380V/50Hz(±25%),额定负载持续率 60%,功率因数 0.94,输入容量达 20kVA/18kW,输出电流范围 5-500A,给定电压范围 8-25V,适配 0.8/1.0/1.2mm 直径的焊丝。其采用 100kHz 超高逆变频率与零延时采样电路,独特的电源能量泄放设计实现熔滴过渡瞬间电流力对熔池的零冲击,输出正负端双远端采样补偿功能,能精确判断熔滴过渡状态,实现精细化控制。与美焊科技 WSM400R...
-
陕西高精度氩弧焊机器人生产厂家
八轴氩弧焊机器人交付时,美焊科技会提供完整的技术文件与随机资料,确保甲方后续使用与维护有据可依。技术文件包括使用说明书(光盘形式,1 套)、发货清单(纸质,1 套)、备品备件清单(纸质,1 套)、电气原理图(纸质,1 套),详细记录设备结构、操作流程、电气连接等关键信息。随机配备的易损易耗件包括导丝嘴、瓷喷嘴、钨极夹、钨极、导流体等,其中导丝嘴与瓷喷嘴各 5 件,钨极夹 5 件,钨极 1 件,导流体 2 件,均适配设备重要部件规格。随机工具包含活动扳手 1 把、剪丝钳 1 把、内六角扳手套装 1 套,方便甲方进行日常维护与简单配件更换。这一资料交付标准与美焊科技一致,其设备交付时同样提供使用说...
-
FANUC氩弧焊机器人批量定制
八轴氩弧焊机器人搭载的 AVC 弧压跟踪功能,是提升焊接精度的智能化技术之一,通过实时采样焊接过程中的电压数据,经运算后调整运动方向与步长,修正用户示教的焊接轨迹,确保焊接过程中钨极与工件高度始终保持一致。该功能覆盖直线运动、圆弧运动、摆动开启等多种焊接轨迹,能够有效补偿工件装配误差、焊接变形等因素导致的焊缝位置偏移,大幅降低焊接缺陷率。其工作逻辑与美焊科技堆焊设备的弧长自动控制技术异曲同工,美焊设备通过分区间跟踪弧压保障堆焊层厚度均匀,而这款机器人的 AVC 弧压跟踪则聚焦于弧焊过程中弧长稳定性,二者均通过实时反馈与动态调整实现焊接参数的准确把控。此外,系统还具备焊接过程手动调整功能,可与机...
-
 陕西美焊氩弧焊机器人源头工厂
陕西美焊氩弧焊机器人源头工厂八轴氩弧焊机器人在设计上注重环保与节能,其焊接电源采用高效逆变技术,功率因数达 0.94,电能利用率高,相比传统焊接电源能耗更低,长期使用可有效降低生产成本。焊接过程中,通过优化焊接参数与保护气控制,减少焊接烟尘与飞溅的产生,配合外接烟尘净化设备,可实现焊接废气的达标排放,满足工业环保要求。设备的冷却水箱采用高效散热设计,冷却水流量 3.5L/min,冷却能力 1.5kW,能够快速带走焊枪与电源产生的热量,同时水箱具备流量报警功能,确保冷却系统稳定运行,避免因过热导致的设备故障。这一环保节能设计与美焊科技堆焊设备的环保理念一致,美焊堆焊设备通过优化电弧参数减少烟尘产生,配备强制水冷系统控制温度...
-
北京FANUC氩弧焊机器人源头工厂
八轴氩弧焊机器人配备的磁吸式防碰撞传感器(型号 TA-3),是保障设备安全运行的关键部件,能够在发生碰撞时快速响应,保护机器人本体与焊枪免受损坏。该传感器复位方式为手动,定位精度 < 0.03mm,感应方式为磁吸式,允许扭转角度≥15°,重量 0.49kg,具备吸收能力强、重复定位精度高、性能可靠、寿命超长等特点。当焊枪与工件或其他物体发生碰撞时,传感器会立即自动向机器人控制器发送碰撞保护信号,控制器迅速切断驱动电源,停止机器人所有动作,避免碰撞力度扩大导致的部件损坏。碰撞发生后,传感器无需重新调校即可快速恢复生产,大幅减少停机时间,这一设计与美焊堆焊设备的多重安全防护功能异曲同工,美焊设备配...
-
 江苏高精度氩弧焊机器人厂家
江苏高精度氩弧焊机器人厂家八轴氩弧焊机器人的安装调试工作由甲乙双方协同完成,明确的工作范围划分确保项目高效推进。美焊科技负责提供地基图及技术文件,完成现场设备的安装、调试工作,自带所需工具,同时参与工件试焊与现场培训;甲方则负责地基制作及安装场地准备,将电源电缆、保护气体管路接入指定位置,提供盘装焊丝,负责设备的卸车和搬入,准备待焊工件,并配合乙方完成试焊与培训工作。在设备发货前,美焊科技会在生产现场进行组装和完整的功能与性能测试,确保设备出厂质量;货到甲方场地后,甲方需根据发货清单进行点检,并及时通报乙方。甲方应在辅助人员、起重设备、常用工具等方面给予无偿合作,并为安装人员提供必要的生活便利。这一协作模式与美焊科技的...