欢迎来到金站网
金站网首页
网站导航
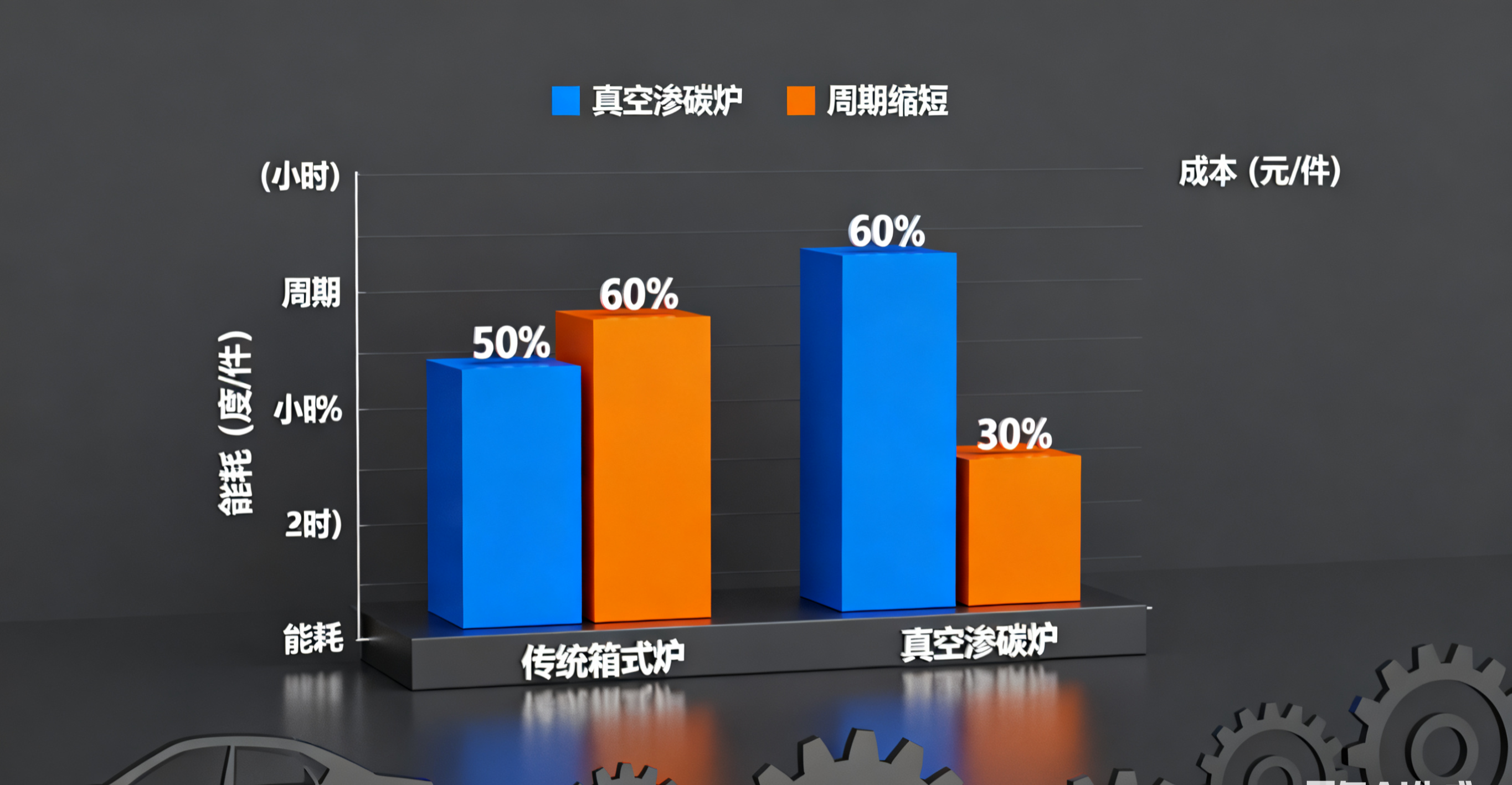
高效热处理技术替代传统工艺:传统箱式炉渗碳处理齿轮需 12-16 小时,而采用 “真空渗碳 + 高压气淬” 工艺,处理时间缩短至 4-6 小时,生产效率提升 200%;同时真空环境减少氧化脱碳,无需后续打磨,工序减少 3 道,单件齿轮生产周期缩短 50%。
节能设备降低能耗成本:新一代中频感应加热设备热效率达 85% 以上,较传统电阻炉(热效率 40%)节能 50% 以上。以年产 10 万件汽车变速箱齿轮的生产线为例,采用感应加热淬火后,年耗电量从 120 万度降至 50 万度,电费成本减少 40 万元 / 年。
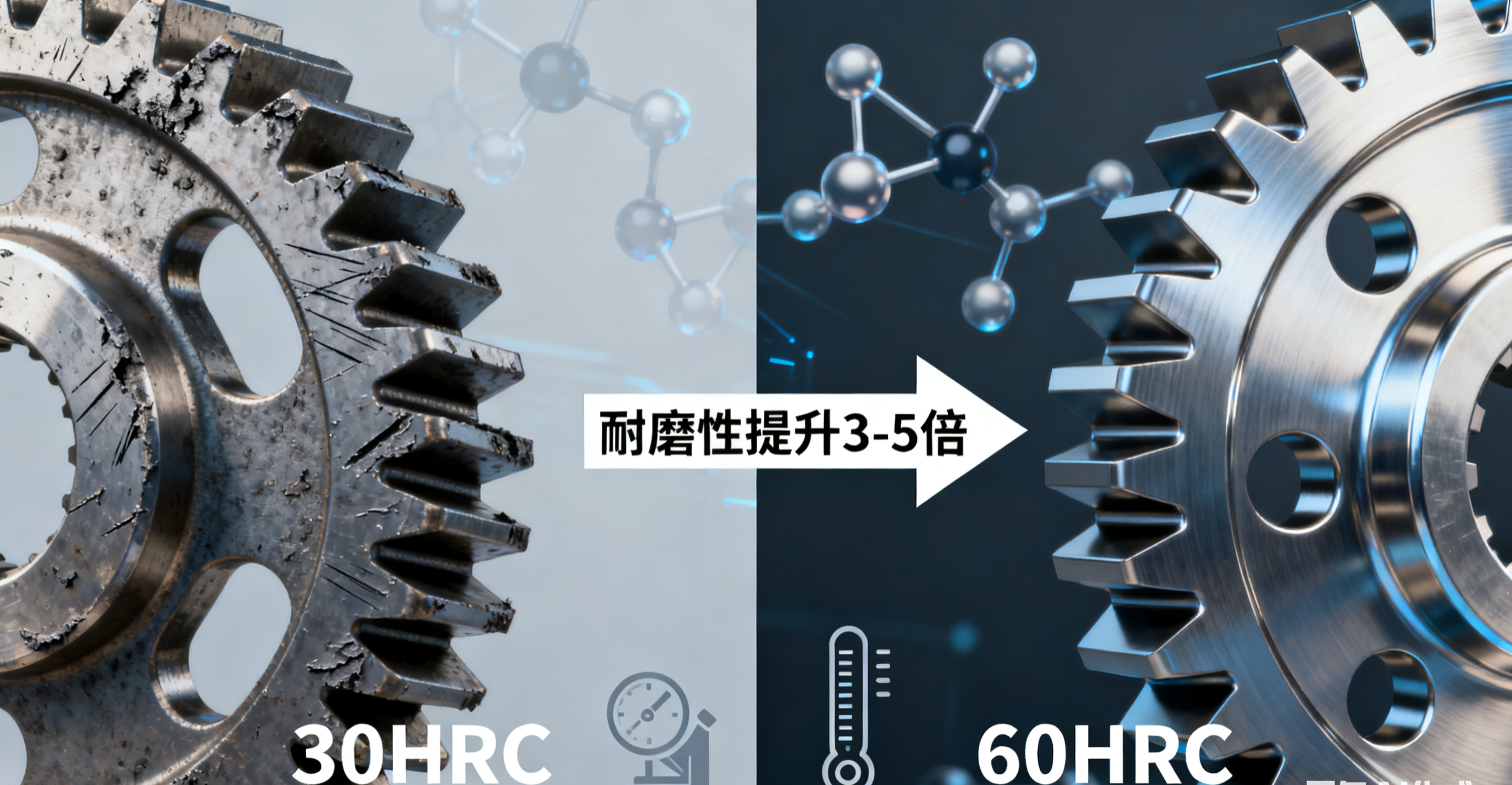
降低维修频次,减少 downtime 损失:经 “等温淬火” 处理的发动机正时齿轮,疲劳强度提升 40%,故障率从 5% 降至 0.5% 以下。对出租车企业而言,单台车每年可减少因齿轮故障导致的停运时间 30 小时以上,按日均营收 500 元计算,年增收 1.5 万元 / 车。
提升传动效率,降低整车油耗:齿轮经 “精密热处理 + 磨削” 后,齿面精度达 GB/T 10095.1 6 级以上,传动效率从 96% 提升至 98.5%。以百公里油耗 8L 的家用轿车为例,每年行驶 2 万公里,可减少油耗约 60L,按油价 8 元 / L 计算,年省油成本 480 元。
改善材料可回收性:传统热处理工艺可能引入有害元素(如铅、镉),影响齿轮回收利用。采用 “清洁热处理” 技术(如无氰淬火剂、低温渗氮),齿轮材料回收率从 70% 提升至 95% 以上,减少废旧齿轮处理成本,同时符合汽车行业 “碳中和” 要求。
延长部件循环寿命:通过 “再制造热处理”(如激光熔覆 + 局部淬火),废旧齿轮修复率达 80% 以上,修复成本*为新件的 30%-50%。某商用车企业通过齿轮再制造,年减少废旧齿轮报废量 5000 件,节约采购成本 200 万元 / 年。
小小的齿轮,是汽车工业 “降本增效” 的微观缩影;而热处理工艺,正是赋予齿轮大能量的**技术。从优化材料性能到缩短生产周期,从降低维修成本到助力绿色循环,热处理正成为汽车企业提升核心竞争力的关键抓手。