欢迎来到金站网
金站网首页
网站导航
在汽车传动系统中,齿轮是承受交变载荷、传递动力的关键部件,其强度、耐磨性与使用寿命直接决定整车可靠性。真空渗碳热处理作为行业**的精密工艺,通过精细控制渗碳过程,从材料内部优化齿轮性能,实现 “**度” 与 “长寿命” 的双重突破,成为**汽车齿轮制造的**支撑技术。
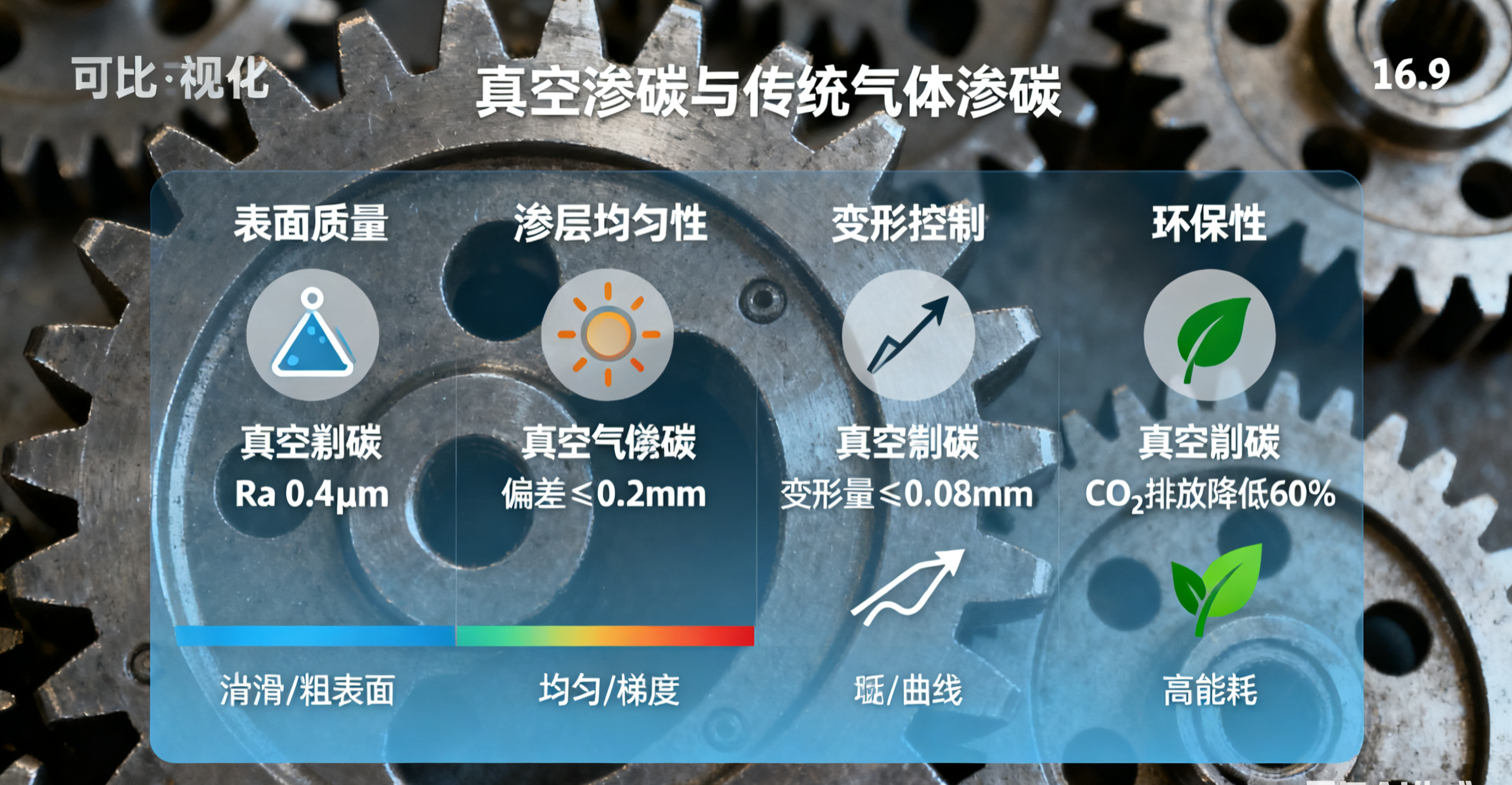
提升表面硬度与耐磨性:在真空环境下,碳原子均匀渗入齿轮表层,形成深度可控的硬化层(通常为 0.8-2.0mm),表层硬度可达 HRC 58-62,有效抵抗齿面磨损、咬合变形,减少传动损耗。
保障心部韧性与抗冲击性:通过分段控温与缓冷工艺,齿轮心部保留良好的韧性(冲击功≥25J),避免在急加速、急刹车等冲击场景下出现断裂,平衡 “硬表层” 与 “韧心部” 的性能矛盾。
控制变形量,提升装配精度:真空环境消除传统气体渗碳的氧化脱碳问题,同时通过均匀加热与分级冷却,将齿轮畸变控制在 0.02mm 以内,确保批量生产的齿轮尺寸一致性,降低装配误差与噪音。
商用车变速箱齿轮:经真空渗碳处理后,齿轮使用寿命从传统工艺的 10 万公里提升至 25 万公里以上,抗疲劳强度提升 40%,有效减少重载工况下的齿轮断裂故障。
新能源汽车驱动齿轮:针对高频次启停、高转速需求,真空渗碳齿轮的齿面磨损量降低 50%,传动效率稳定在 98% 以上,适配新能源汽车对低损耗、长寿命的要求。
前期技术评估:根据齿轮的载荷、转速参数,设计渗碳深度、硬度梯度方案;
精密工艺执行:采用多段式真空渗碳炉,实现碳势精细控制(±0.05% C);
全项检测保障:通过金相分析、硬度测试、疲劳试验,确保每批次齿轮性能达标。
如果您需要进一步了解真空渗碳热处理在特定汽车齿轮(如变速箱齿轮、驱动电机齿轮)上的应用参数,东宇东庵热处理可以为您整理一份 **《汽车齿轮真空渗碳技术参数表》** ,包含不同材质、规格齿轮的工艺方案与性能指标,方便您快速对接技术需求。