商机详情 -
氢瓶红外焊接切削设备报价
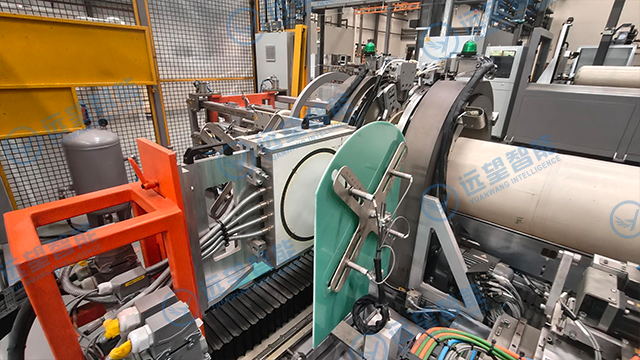
自动铣削焊接工艺毛边模块可有效提升 IV 型储氢瓶塑料内胆表面质量,消除焊缝毛边带来的安全隐患与工艺影响。焊缝毛边不仅影响内胆外观,还会导致应力集中,在高压氢气环境下易成为裂纹源,引发安全风险;同时,毛边会影响碳纤维缠绕层与内胆的贴合度,导致缠绕层厚度不均、结合不牢,降低储氢瓶整体结构强度。自动铣削模块精确去除毛边,使焊缝表面平整光滑,消除应力集中点,提升内胆结构强度与安全性;同时,平整表面确保碳纤维紧密贴合内胆,提升缠绕层质量与储氢瓶整体性能,为高压储氢瓶长期安全使用提供保障。瓶身校正系统采用多点位检测,实时调整校正力保障精度。氢瓶红外焊接切削设备报价
红外焊接切削设备的技术先进性突出,融合红外热辐射焊接技术、伺服控制技术、精密铣削技术、自适应校正技术与智能控制算法,达到 IV 型储氢瓶内胆制造领域先进水平。红外旋转焊接技术解决传统焊接工艺缺陷,提升焊缝质量与密封性;伺服自动送料技术提升定位精度与自动化水平。自动铣削技术精确去除焊缝毛边,提升表面质量;自动瓶身校正技术解决焊接变形问题,提升尺寸精度。智能控制算法实现各工序闭环控制与参数优化,提升设备运行稳定性与加工精度。技术先进性使设备可满足当前及未来氢能储氢瓶制造的技术需求,助力企业保持技术优势。非接触式红外焊接切削设备应用范围伺服系统故障自诊断,快速定位问题减少停机维护时间。

红外旋转焊接系统是红外焊接切削设备的关键功能模块,专为 IV 型储氢瓶塑料内胆环形焊缝设计,采用红外辐射加热原理,通过精确控制红外灯管功率、加热时间与工件旋转速度,实现焊缝均匀熔融与稳定结合。系统采用闭环温度控制,实时监测焊接区域温度变化,动态调整加热参数,避免温度过高导致材料降解或温度过低导致焊接不牢,确保每一道焊缝质量一致性,满足氢气渗透率≤6NmL/(h・L) 的行业标准。相比激光焊接,红外焊接设备成本更低、维护更简便,适配工业大规模量产,为氢能储氢瓶国产化提供高性价比焊接解决方案。
红外旋转焊接系统采用模块化设计,红外灯管组件、反射罩、温控模块等均可单独拆卸与更换,维护便捷,降低设备停机维护时间,提升设备稼动率。系统配备红外灯管状态监测功能,实时检测灯管亮度、温度与使用寿命,提前预警老化灯管,便于预防性更换,避免因灯管故障导致焊接质量波动。红外灯管采用高效节能设计,热辐射效率高、能耗低,相比传统加热方式,可降低设备运行能耗,符合绿色生产理念。系统支持焊接参数远程监控与调整,适配工业互联网远程运维需求,便于技术人员远程排查故障、优化工艺参数,提升设备运维效率,保障储氢瓶内胆焊接工序长期稳定运行。设备提升 IV 型储氢瓶内胆生产良率,减少返工与报废成本。
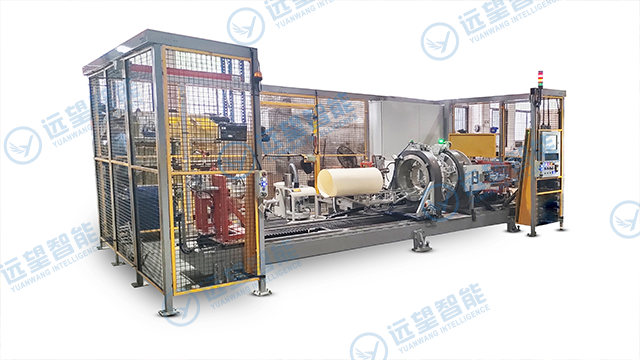
伺服自动夹紧送料系统的夹爪采用自适应开合设计,可根据 IV 型储氢瓶塑料内胆直径自动调整开合尺寸,无需人工更换夹爪,提升换型效率。夹爪内侧采用防滑纹理与软质缓冲层,既能增大摩擦力防止工件打滑,又能分散夹紧力,避免薄壁内胆局部受压变形或表面划伤。系统具备工件防错功能,通过传感器检测工件长度、直径是否匹配当前生产配方,不匹配时自动拒绝送料并告警,防止混料生产,保障产品一致性。送料速度可根据生产节拍灵活调节,与焊接、铣削、校正工序节奏匹配,实现各工序同步运行,提升产线整体效率,适配储氢瓶内胆规模化量产需求。设备可适配 IV 型储氢瓶不同长度版本瓶身的生产需求。大型红外焊接切削设备厂商排名
校正系统内置多规格配方,一键调用快速切换生产型号。氢瓶红外焊接切削设备报价
红外焊接切削设备适配 IV 型储氢瓶塑料内胆主流材质,包括高密度聚乙烯(HDPE)、聚酰胺(PA6)、聚乙烯醇(EVOH)等,可根据材质特性调整红外焊接参数,实现好的焊接效果。对于 HDPE 材质内胆,红外焊接温度控制在 200–300℃,加热时间 20–40 秒,确保材料充分熔融又不降解;对于 PA6 材质内胆,适当提高焊接温度与加热时间,保证焊缝熔接强度。设备材质适配范围广,可满足不同储氢瓶厂商的材质选择需求,助力企业灵活选用内胆材料,平衡产品性能与生产成本。同时,设备可适配不同壁厚内胆,从 3mm–8mm 的常规壁厚均可稳定加工,提升设备应用灵活性。氢瓶红外焊接切削设备报价