商机详情 -
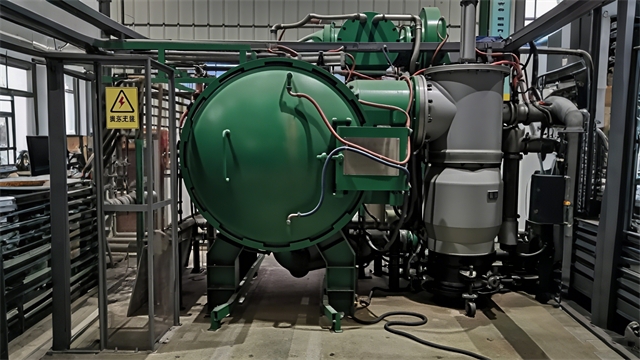
吉林实验用真空热处理炉
真空热处理炉的热处理过程的余热回收利用:余热回收技术提高了真空热处理的能源利用率。高温工件出炉后,利用余热加热预热室中的待处理工件,热量回收率可达 30% - 40%。真空泵排气的余热通过热管换热器转化为热水(70 - 80℃),用于厂区供暖或生活用水。在连续式真空炉中,将冷却阶段的热氮气通过热交换器,预热后续工艺所需的保护气体,使气体加热能耗降低 25%。此外,开发新型温差发电装置,利用炉体与环境的温差产生电能,每台设备可实现年发电 3 - 5 万 kWh,推动行业向绿色低碳方向发展。真空热处理炉的应用,推动了机械加工行业发展。吉林实验用真空热处理炉

真空热处理炉在航空发动机叶片制造中的应用:航空发动机叶片需承受 1000℃以上高温和复杂应力,真空热处理是关键工艺。采用真空固溶 - 时效处理,先将镍基高温合金叶片在 1080 - 1150℃真空环境下固溶处理,使合金元素充分溶解,随后快速冷却至室温形成过饱和固溶体。在时效阶段,控制温度在 700 - 850℃,保温 8 - 12 小时,促使 γ' 相均匀析出,提高高温强度。真空环境有效避免了合金元素的氧化烧损,使叶片的抗氧化性能提升 25%。结合热等静压(HIP)后处理,在 1100℃、100 MPa 高压下消除内部缩松缺陷,材料致密度达到 99.9%。经该工艺制造的叶片,在 1100℃高温下的持久强度超过 350 MPa,满足航空发动机的严苛服役要求。山东真空热处理炉定做借助真空热处理炉,可改善材料的耐腐蚀性能。

真空热处理炉的磁控溅射 - 热处理一体化工艺:磁控溅射 - 热处理一体化工艺实现了材料表面改性与整体性能优化的结合。在真空炉内,先利用磁控溅射技术在金属表面沉积功能涂层,如 TiN、CrN 等硬质涂层,涂层厚度可精确控制在 0.5 - 3μm。沉积完成后,立即进行真空热处理,在 400 - 600℃下保温 1 - 2 小时,使涂层与基体发生原子扩散,形成牢固的冶金结合。在刀具制造中,采用该工艺处理的刀具,涂层结合强度从常规的 30 N 提升至 60 N,耐磨性提高 5 倍,切削寿命延长 300%。一体化工艺减少了工序间的污染风险,提高了生产效率和产品质量稳定性。
真空热处理炉的纳米尺度表面改性工艺:纳米尺度表面改性工艺在真空热处理炉中展现出独特优势。利用真空环境下的原子级可控沉积技术,如原子层沉积(ALD)和分子束外延(MBE),可在材料表面制备厚度精确到原子层的功能性涂层。在半导体芯片用硅片的处理中,通过 ALD 在真空炉内沉积 5nm 厚的 Al₂O₃绝缘层,其均匀性和致密性远超传统化学沉积方法。对于金属材料,采用真空等离子体浸没离子注入(PIII)技术,将纳米级的碳、氮等元素注入表层,形成梯度纳米结构,使材料表面硬度提高 5 倍,摩擦系数降低至 0.1 以下。这些纳米尺度改性工艺与真空热处理的结合,为装备制造提供了高性能表面解决方案。真空热处理炉的炉膛采用碳化钽涂层,耐温极限提升至2500℃。
真空热处理炉的模块化加热体设计:真空热处理炉的模块化加热体设计提高了设备的灵活性和可维护性。加热体采用标准化模块结构,每个模块由耐高温的钼板或石墨板组成,通过快速插拔接口与炉体连接。这种设计便于根据不同的热处理工艺需求,灵活调整加热体的布局和功率配置。对于小型精密零件的热处理,可减少加热模块数量,降低能耗;而对于大型工件处理,则可增加模块以提升加热能力。当某个加热模块出现故障时,技术人员可在 30 分钟内完成更换,相比传统整体式加热体,维修时间大幅缩短。此外,模块化加热体采用分区单独控温技术,每个模块可通过温控系统单独调节功率,使炉内温度均匀性控制在 ±3℃以内,有效满足了不同材料和工艺对温度控制的高精度要求。真空热处理炉在电子元器件制造中至关重要。吉林实验用真空热处理炉
真空热处理炉的熔炼炉通过真空环境抑制硅、铝等杂质挥发,提升纯度至99.99%。吉林实验用真空热处理炉
真空热处理炉的抗震与抗干扰设计:在工业生产环境中,外界振动和电磁干扰可能影响真空热处理炉的运行精度和稳定性,因此抗震与抗干扰设计至关重要。炉体采用单独基础设计,通过设置隔震垫和减震弹簧,隔离外界振动的传递,使炉体在外界振动幅值达 0.5 mm/s 时,内部振动幅值仍可控制在 0.05 mm/s 以下。在电气系统方面,采用双层屏蔽结构,内层为高导磁率的坡莫合金屏蔽磁干扰,外层为高电导率的铜网屏蔽电磁干扰,可将外界电磁干扰强度衰减 90% 以上。同时,对控制系统的信号线和电源线进行单独布线,并采用屏蔽电缆和滤波装置,防止信号干扰和电源波动对设备运行的影响。经过抗震与抗干扰设计的真空热处理炉,能够在复杂的工业环境中稳定运行,保证热处理工艺的精确执行和产品质量的稳定性。吉林实验用真空热处理炉