商机详情 -
江西高精密电镀设备
滚镀机的应用场景:
滚镀机决定生产线的适用工件类型滚
1.镀机适用的工件特征
尺寸:直径通常<50mm,如螺丝、螺母、弹簧、电子连接器、小五金件。
形状:规则或轻微不规则(避免卡孔或缠绕,影响滚筒旋转)。
批量:适合万件级以上的大批量生产(如标准件电镀),小批量生产时滚镀机效率优势下降。
2.对电镀生产线的适配性
若生产线以滚镀机为镀槽设备,则整体设计围绕 “小件批量处理” 优化:
前处理槽体深度、宽度适配滚筒尺寸;
传输装置采用适合滚筒吊装的悬挂链或龙门架;
电源功率匹配滚筒内工件总表面积(电流需均匀分布)。
反之,若生产线以挂镀为主(如汽车配件、装饰件),则镀槽、传输系统设计完全不同,体现 “定制化生产线” 特性。 连续镀生产线的导电辊镀覆耐磨碳钨涂层,降低钢带传输摩擦,避免划伤与镀层缺陷。江西高精密电镀设备
志成达设计研发的滚挂一体电镀实验设备镀液的选择:
1.镀铜液方面
酸性镀铜液导电性强、分散性佳,能快速镀厚铜,常用于电子元件底层镀铜;
碱性镀铜液稳定性好,腐蚀性小,所得铜层结晶细、结合力强,适用于钢铁基体打底。
2.镀镍液
瓦特镍镀液成分简单、易维护,镀层光亮耐磨,在防护装饰性电镀中广泛应用;
氨基磺酸镍镀液分散与深镀能力优,镀层内应力低、延展性好,多用于对镀层质量要求高的电子、航天领域。
3.镀锌液里
碱性镀锌液阴极极化作用强,锌层耐腐蚀性好;
酸性镀锌液电流效率高、沉积快,外观光亮,不过腐蚀性强。
4.镀金液
有物镀金液,镀层均匀光亮、硬度高;
无氰镀金液则更环保。
5.镀银液
物镀银液电镀性能好,镀层导电导热优;
硫代硫酸盐镀银液毒性小、更环保。选择镀液要综合零件材质、形状、使用环境及实验目的等,兼顾成本与环保。
总结:
在选择镀液时,需要根据待镀零件的材质、形状、尺寸、使用环境以及实验目的等因素进行综合考虑,同时还需考虑镀液的成本、环保性和操作难度等因素。 重庆经济型电镀设备工件篮设备用于篮镀工艺,网孔大小根据工件尺寸定制,兼顾电解液流通性与防止小件掉落。

电泳生产线是一种基于电泳涂装技术(Electrophoretic Deposition, EPD)的自动化生产线,主要用于在工件表面均匀涂覆一层涂料(通常为水性漆),形成具有防腐、装饰或功能性的涂层。
其原理:
利用电场作用,使带电的涂料粒子定向迁移并沉积在工件表面,是现代工业中常用的高效涂装工艺之一。
电泳生产线的主要应用领域
1.汽车工业
汽车车身、底盘部件、发动机零件、车轮等的底漆涂装,是汽车防腐的关键工艺(如整车电泳涂装线)。
2.家电与电子
冰箱、洗衣机、空调等金属外壳,以及电子元件、电机部件的防腐涂装。
3.五金与建材
门窗型材(铝合金电泳)、卫浴五金、工具、医疗器械等的表面处理。
4.航空航天与船舶铝合金部件的防腐涂装,海洋设备的耐盐雾涂层。
被动元器件与电镀设备的应用案例:
案例1:MLCC端电极电镀
流程:陶瓷烧结→端面研磨→溅射镍层→电镀铜/锡层→激光切割分粒。
设备:溅射镀膜机+滚镀线,确保端电极导电性与焊接性。
案例2:薄膜电阻调阻后电镀
流程:氧化铝基板→溅射镍铬电阻膜→激光调阻→电镀镍/锡保护层。
作用:电镀层防止调阻后的敏感膜层氧化,并提升端面焊接性能。
案例3:功率电感引脚镀锡
流程:磁芯绕线→引脚焊接→电镀纯锡→热风整平。
目标:降低接触电阻,适应大电流场景。 汽车轮毂电镀设备配置多轴旋转挂具,360 度无死角电镀,满足复杂曲面的均匀镀层要求。

龙门自动线的特点
高精度定位
伺服系统+光栅尺反馈,确保工件浸镀位置误差<1mm适用于精密电子接插件、汽车精密部件等对镀层均匀性要求高的场景(厚度偏差±3-5%)。
多工艺兼容性
可集成除油、酸洗、电镀、钝化、烘干等20+工序支持挂镀、滚镀(通过可切换挂具)混合生产
柔性化生产
通过编程快速切换工件类型(换型时间<30分钟)支持小批量多品种(如同时处理10种不同规格螺栓)
稳定性强
故障率<0.5%(关键部件如电机、传感器采用工业级防护)连续运行寿命>10万小时
典型应用
行业 应用案例 工艺要求 汽车制造 发动机支架镀锌、轮毂镀铬 耐盐雾>720小时,厚度10-15μm
电子行业 手机接口镀金、PCB接插件镀镍 镀层 孔隙率<5个/cm² 五金 卫浴镀铜镍铬三镀层 表面粗糙度Ra<0.2μm 模块化电镀设备支持槽体自由组合,可快速切换挂镀、滚镀模式,灵活适配多品种小批量生产需求。江西高精密电镀设备
无氰镀锌设备使用锌酸盐络合剂替代。江西高精密电镀设备
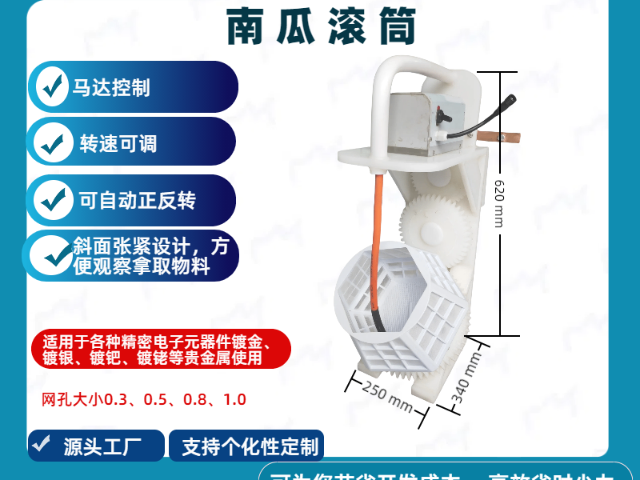
滚镀机的工作原理
将小工件装入带孔的滚筒(聚氯乙烯或不锈钢材质),滚筒浸入电解液后缓慢旋转(5~15 转 / 分钟),通过滚筒壁的孔洞使电解液流通,同时工件在滚筒内翻滚,确保镀层均匀附着。
优势:
高效率:单次可处理数千件小工件,产能远超挂镀(适合单件或少量)。
低成本:减少人工挂卸成本,滚筒导电杆统一通电,能耗相对较低。
均匀性:工件在滚筒内动态接触电解液,避免屏蔽效应(挂镀中工件相互遮挡导致镀层不均)。
与生产线其他环节的配合
前处理:需先通过除油、酸洗去除工件表面油污和氧化皮,否则影响镀层结合力(滚镀机不具备前处理功能,依赖生产线前段设备)。
后处理:滚镀完成后,工件随滚筒吊出,进入水洗槽、钝化槽或封闭槽(如镀锌后的蓝白钝化),终干燥(生产线后段设备完成)。
自动化控制:滚镀机的转速、电镀时间、电流电压等参数由生产线 PLC 系统统一控制,与传输装置(如行车)联动,实现 “上料→前处理→滚镀→后处理→下料” 全流程自动化。 江西高精密电镀设备