商机详情 -
淄博设备全生命周期管理app
现代智能工厂中,设备管理系统已成为连接物理世界与数字世界的枢纽。系统通过工业物联网技术实时采集设备数据,并与MES、ERP等系统深度集成,构建了完整的数字化生产体系。在某个投资50亿元的智能工厂案例中,设备管理系统接入了8000多个数据采集点,每秒处理超过2万条设备状态信息。系统不仅监控设备运行状态,更能基于实时数据动态调整生产参数,实现"感知-分析-决策-执行"的闭环控制。例如,当检测到某台CNC机床刀具磨损加剧时,系统会自动调整切削参数并安排备用机床接替生产,确保生产连续性。这种智能化水平使该工厂的设备综合效率(OEE)达到92%,远超行业平均水平。在应用优势方面,智能化设备管理系统为企业创造了多重价值。淄博设备全生命周期管理app

从故障报修到验收结算,系统实现全流程电子化跟踪。用户可通过企业微信/钉钉提交报修单,系统自动匹配设备档案并推送常见解决方案自助排障。若需人工介入,智能派单引擎会根据故障类型、工程师技能等级和地理位置分派任务。维修过程中,系统提供标准作业指导(SOP)、风险提示和备件库存状态。完成维修后,需上传故障部位照片、更换备件条码和检测数据,系统自动生成包含根本原因分析的报告。该模块使平均维修响应时间从4小时缩短至30分钟,客户满意度提升至98%。济宁设备全生命周期管理app智能工单模块根据设备状态自动生成维护任务,并基于维修人员技能、位置等因素进行分配。
设备管理系统实现了设备相关成本的透明化和精细化管控。系统自动归集每台设备的能耗、维护、备件等各类成本,计算全生命周期拥有成本(TCO)。某物流企业通过系统分析发现,其20%的叉车消耗了45%的维护资源,据此优化了车队结构,年节省成本800万元。更精细的是,系统支持成本分摊到具体产品,准确反映设备使用成本。某电子产品制造商应用后,产品成本核算精度提高30%,为定价决策提供了可靠依据。系统还具备预算管控功能,当实际支出超出预算时会自动预警。这些功能使企业设备相关成本平均降低15-20%,投资回报周期缩短至1-2年。
系统通过对接智能电表、气表、水表等计量装置,实时采集设备能耗数据,并按照设备、产线、产品等多维度进行用能分析。能效看板直观展示设备的单位产量能耗、空载损耗等关键指标,自动识别异常耗能点。系统支持与控制系统集成,在非生产时段自动关闭非必要设备,或调整运行参数至比较好能效状态。碳排放模块根据能耗数据自动计算设备碳足迹,生成符合ISO14064标准的排放报告。某水泥企业通过系统发现的能效优化机会,年节约电费1200万元,减少二氧化碳排放3.2万吨,相当于种植17万棵树的减排效果。三维可视化技术的应用则让设备状态一目了然,某核电站采用全息投影技术后,参数识别效率提升了六倍之多。
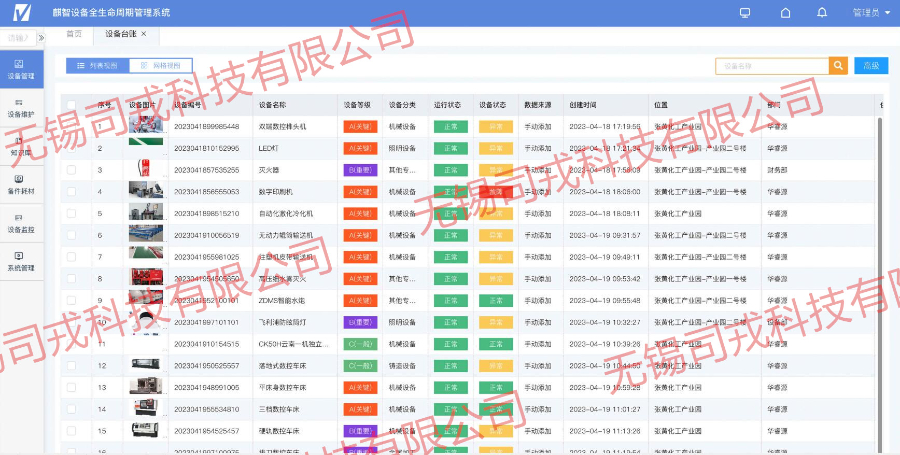
协同工作,提高管理效率:设备全生命周期管理系统支持与企业其他管理系统的集成,如ERP、MES等,实现信息的共享和协同工作。通过系统集成,管理者可在一个平台上查看和管理设备的所有信息,包括采购、库存、生产、维护等,提高了管理效率。同时,系统还支持多部门、多用户的协同工作,不同部门和用户可根据权限查看和操作相应的设备信息,实现信息的实时共享和业务的协同运作。这种协同工作方式不仅提高了管理效率,还增强了企业内部的沟通和协作能力。设备状态监控与预测性维护是智能化管理的重要功能。聊城通用设备全生命周期管理多少钱
在管理效能方面,数字化工具和标准化流程使管理效率提升60%以上,同时大幅降低了人为差错率。淄博设备全生命周期管理app
设备全生命周期管理系统涵盖了设备从采购、安装、使用、维护到报废的整个生命周期。在采购阶段,系统可根据企业的生产需求和预算,进行设备选型和供应商评估,确保采购到性价比高、质量可靠的设备。在使用阶段,系统通过智能监控和维护计划,确保设备的稳定运行和高效使用。在报废阶段,系统可对设备的报废进行评估和管理,确保设备在报废后得到妥善处理,符合环保要求。通过全生命周期管理,设备全生命周期管理系统可比较大限度地提升设备的价值,降低企业的运营成本。同时,系统还可根据设备的运行数据和历史维护记录,为设备的更新和改造提供科学依据,推动企业的技术进步和产业升级。淄博设备全生命周期管理app