商机详情 -
聊城企业设备全生命周期管理服务
现代智能工厂中,设备管理系统已成为连接物理世界与数字世界的枢纽。系统通过工业物联网技术实时采集设备数据,并与MES、ERP等系统深度集成,构建了完整的数字化生产体系。在某个投资50亿元的智能工厂案例中,设备管理系统接入了8000多个数据采集点,每秒处理超过2万条设备状态信息。系统不仅监控设备运行状态,更能基于实时数据动态调整生产参数,实现"感知-分析-决策-执行"的闭环控制。例如,当检测到某台CNC机床刀具磨损加剧时,系统会自动调整切削参数并安排备用机床接替生产,确保生产连续性。这种智能化水平使该工厂的设备综合效率(OEE)达到92%,远超行业平均水平。设备监控模块通过物联网技术实现设备状态的实时感知与智能诊断。聊城企业设备全生命周期管理服务

现代设备管理系统已从应用发展为工业互联网平台的重要组成部分。系统通过OPC UA、MQTT等标准协议与各类工业设备互联,构建了设备数字孪生体。这些实时数据通过边缘计算节点处理后上传至云端,与企业ERP、MES等系统深度集成,形成了完整的工业大数据生态。某汽车零部件工厂将设备管理系统与工业互联网平台对接后,实现了从设备状态监控到生产排程的智能联动,当预测到关键设备可能故障时,系统自动调整生产计划,将潜在损失降低90%。此外,基于工业互联网架构的设备管理系统支持跨工厂、跨地域的协同管理,集团型企业可以比较不同工厂的设备绩效,推广最佳实践。聊城企业设备全生命周期管理服务基于深度学习的预测性维护模型能够提前发现设备异常,系统可提前120小时预测设备故障。

设备全生命周期管理系统在于数据驱动。通过采集设备运行数据、维护记录、故障信息等,系统利用先进的分析算法,对设备数据进行多维度分析,揭示设备的运行规律与潜在问题。例如,系统可以分析设备的故障模式,预测故障发生的可能性,提前采取预防措施,避免突发停机造成的损失。同时,系统根据数据分析结果,为企业的设备管理决策提供科学的建议。在资源优化配置方面,系统通过分析设备的使用情况与生产需求,合理安排设备的使用,避免资源浪费,提高生产效率。例如,系统可以根据生产计划与设备状态,智能调度设备,比较大化生产效率;支持不同部门或项目之间的设备共享,提高设备的利用率。
设备管理系统积累的海量运营数据为技术创新提供了宝贵资源。系统记录的设备故障模式、维修方案、部件寿命等数据,可以反馈给设备制造商用于产品改进。某工程机械企业与客户共享设备运行数据后,新一代产品的平均故障间隔时间延长了30%。系统还支持创新技术的快速验证,通过数字孪生技术可以在虚拟环境中测试新工艺、新材料对设备性能的影响,大幅缩短创新周期。更值得关注的是,系统沉淀的知识通过AI技术形成智能辅助决策能力,使普通技术人员也能处理复杂问题,这实质上是放大了企业的技术创新能力。数据显示,使用设备管理系统的企业其专利申请量年均增长25%,远超行业平均水平。移动巡检系统支持工作人员通过智能终端实时查看设备状态和维修指引。
制造业案例:某大型制造企业引入设备全生命周期管理系统后,实现了设备管理的升级。通过系统的实时监控和智能化维护计划,该企业的设备故障率降低了30%,维护成本降低了20%;同时,设备的使用效率提高了15%,生产效益提升。能源行业案例:某能源公司采用设备全生命周期管理系统,对其电力设备进行了的监控和管理。系统的故障诊断与预警功能,使得该公司的设备故障率降低了30%,维护成本降低了25%;性能分析与优化功能帮助公司发现了多个优化机会,提高了设备的运行效率。系统通过整合物联网和人工智能等技术,构建起覆盖设备规划、采购、运行、维护到报废处置的全过程管理体系。聊城企业设备全生命周期管理服务
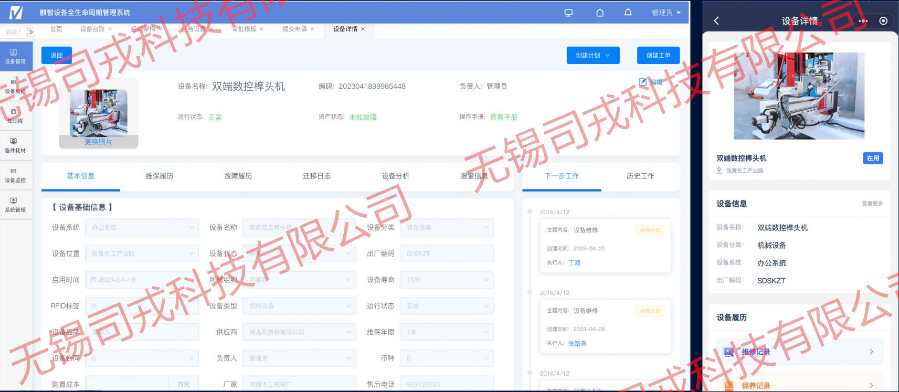
设备管理模块实现了从传统台账管理向数字化智能管控的转变。聊城企业设备全生命周期管理服务
智能化维护,降低维护成本:系统利用物联网、大数据、人工智能等先进技术,实现设备的智能化维护。通过传感器实时采集设备的运行数据,系统可对设备进行24小时不间断的监控,一旦发现设备运行异常,立即发出预警,通知维护人员及时处理。同时,系统可根据设备的历史运行数据和维护记录,运用机器学习算法预测设备的故障趋势和维护需求,制定个性化的维护计划。这种基于状态的预防性维护方式,可有效减少设备的突发故障,降低维修成本,延长设备的使用寿命。聊城企业设备全生命周期管理服务