商机详情 -
内蒙古移动端设备全生命周期管理企业
从故障报修到验收结算,系统实现全流程电子化跟踪。用户可通过企业微信/钉钉提交报修单,系统自动匹配设备档案并推送常见解决方案自助排障。若需人工介入,智能派单引擎会根据故障类型、工程师技能等级和地理位置分派任务。维修过程中,系统提供标准作业指导(SOP)、风险提示和备件库存状态。完成维修后,需上传故障部位照片、更换备件条码和检测数据,系统自动生成包含根本原因分析的报告。该模块使平均维修响应时间从4小时缩短至30分钟,客户满意度提升至98%。在制造业高质量发展的背景下,设备全生命周期管理系统正从辅助工具升级为重要管理平台。内蒙古移动端设备全生命周期管理企业
随着物联网、大数据、人工智能等技术的不断发展,设备全生命周期管理系统将更加智能化、自动化。未来,系统将进一步融合5G技术,实现更高速、低延时的数据传输,提升系统的实时监控与响应能力。同时,随着人工智能技术的不断进步,系统将具备更强大的数据分析和预测能力,实现更精细的预测性维护和资源优化。此外,设备全生命周期管理系统还将进一步拓展应用领域,不仅在制造、化工、能源等传统行业发挥重要作用,还将在医疗、交通、物流等新兴领域展现出巨大的潜力。通过与其他新兴技术的结合,如区块链、边缘计算等,系统将实现更高的安全性、可靠性和灵活性,为企业的智能化转型提供有力支持。四川专业的设备全生命周期管理价格通过部署智能传感器,系统能够实时采集设备的振动、温度、电流等关键参数,基于机器学习算法进行异常检测。
制造业案例:某大型制造企业引入设备全生命周期管理系统后,实现了设备管理的升级。通过系统的实时监控和智能化维护计划,该企业的设备故障率降低了30%,维护成本降低了20%;同时,设备的使用效率提高了15%,生产效益提升。能源行业案例:某能源公司采用设备全生命周期管理系统,对其电力设备进行了的监控和管理。系统的故障诊断与预警功能,使得该公司的设备故障率降低了30%,维护成本降低了25%;性能分析与优化功能帮助公司发现了多个优化机会,提高了设备的运行效率。
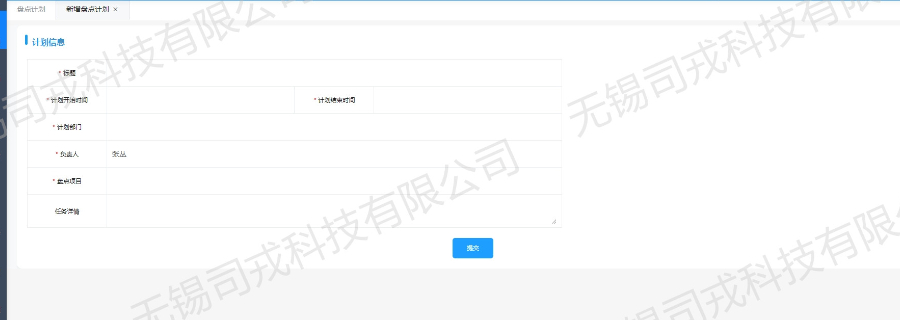
设备全生命周期管理系统涵盖了设备从采购、安装、使用、维护到报废的整个生命周期。在采购阶段,系统可根据企业的生产需求和预算,进行设备选型和供应商评估,确保采购到性价比高、质量可靠的设备。安装调试阶段,系统可提供详细的安装指导和技术支持,确保设备顺利投入使用。在使用阶段,系统实时监控设备的运行状态和性能参数,通过数据分析预测设备可能出现的故障,提前安排维护,避免设备突发故障导致的生产中断。维护阶段,系统智能生成维护计划,提醒维护人员按时进行维护保养,记录每次维护的详细信息,形成设备的健康档案,为后续的维护和故障排查提供重要参考。报废阶段,系统可对设备的报废进行评估和管理,确保设备在报废后得到妥善处理,符合环保要求。全流程追溯实现了从采购、入库、领用到报废的闭环管理,某石化企业借此将备件管理效率提升了百分之五十。
设备管理系统的价值已超越单纯的资产管理,延伸到产品质量管理领域。系统通过监控设备工艺参数,确保生产过程处于受控状态。某制药企业将设备管理系统与质量管理系统对接,实时监控灭菌设备的温度、压力等关键参数,任何偏离标准值的情况都会触发警报并自动隔离受影响批次。据统计,这种做法使产品不合格率下降60%。更深入的应用是,系统通过分析历史数据建立设备状态与产品质量的关联模型,能够预测可能出现的质量风险。某汽车零部件供应商利用这一功能,将因设备原因导致的质量投诉减少了80%,年节省质量成本超千万元。设备管理系统通过整合物联网、大数据分析和人工智能等技术,构建起覆盖设备全生命周期的智能化管理生态。枣庄设备全生命周期管理企业
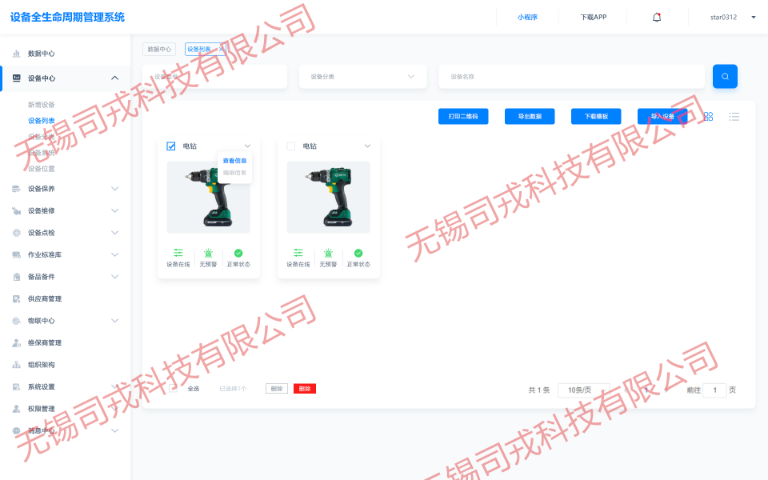
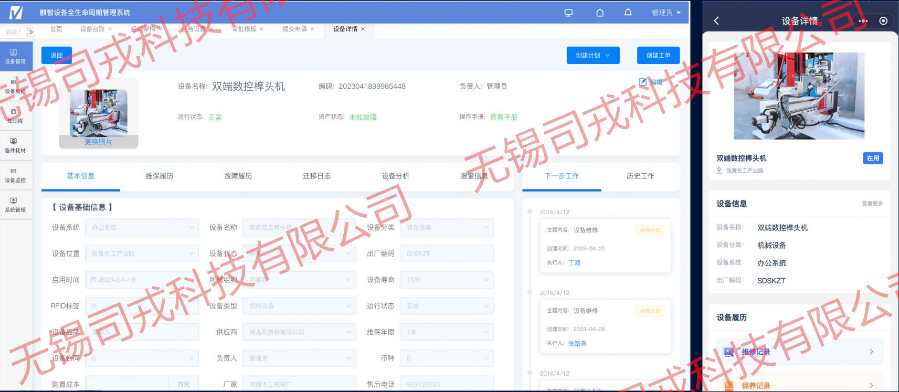
移动巡检系统支持工作人员通过智能终端实时查看设备状态和维修指引。内蒙古移动端设备全生命周期管理企业
系统通过对接智能电表、气表、水表等计量装置,实时采集设备能耗数据,并按照设备、产线、产品等多维度进行用能分析。能效看板直观展示设备的单位产量能耗、空载损耗等关键指标,自动识别异常耗能点。系统支持与控制系统集成,在非生产时段自动关闭非必要设备,或调整运行参数至比较好能效状态。碳排放模块根据能耗数据自动计算设备碳足迹,生成符合ISO14064标准的排放报告。某水泥企业通过系统发现的能效优化机会,年节约电费1200万元,减少二氧化碳排放3.2万吨,相当于种植17万棵树的减排效果。内蒙古移动端设备全生命周期管理企业