商机详情 -
热油加热木材烘干工厂直销
木材烘干工艺是一个复杂的过程,旨在去除木材中的水分,提高木材的质量和稳定性。冷却:调湿完成后,关闭烘干窑的加热系统和通风系统,让木材在窑内自然冷却至室温。冷却过程要缓慢进行,避免木材因温度急剧变化而产生开裂或变形等问题。出炉:木材冷却至室温后,即可出炉。出炉后的木材应存放在干燥、通风良好的场所,避免阳光直射和潮湿环境,防止木材再次吸收水分。不同种类和规格的木材,其烘干工艺参数可能会有所不同。在实际操作中,需要根据具体情况进行调整,以确保木材的烘干质量。木材干燥过程中如何确保干燥均匀性?热油加热木材烘干工厂直销
平衡阶段温度与湿度控制:温度保持在 40 - 50℃,相对湿度控制在 60% - 70%。持续时间:一般为 12 - 24 小时,使木材内部的含水率与周围环境的湿度达到平衡,确保木材的含水率均匀一致,避免出现干燥缺陷。冷却阶段缓慢降温:干燥完成后,让木材在窑内缓慢降温,降温速度控制在每小时 1 - 2℃,避免木材因温度骤降而产生新的应力。出窑:当木材温度降至接近环境温度时,即可出窑。出窑后的木材应存放在干燥、通风良好的场所,避免受潮。在整个木材烘干工艺过程中,操作人员需要严格按照烘干基准进行操作,并根据实际情况灵活调整参数,以确保木材烘干质量,提高木材的使用性能和价值。浙江烟气木材烘干保养热泵木材烘干设备在低温环境下仍能高效运行,适用于北方寒冷地区的木材加工企业。

烘干基准的制定围绕以下关键参数展开,各参数相互关联,需协同控制:干球温度:烘干介质(通常是热空气)的温度,直接影响木材水分蒸发速度。湿球温度:反映烘干介质的湿度(通过干湿球温度计差值计算相对湿度),湿度过低易导致木材表面过快干燥而开裂,过高则会延长烘干时间。平衡含水率(EMC):木材与当前介质湿度平衡时的含水率,是判断烘干终点的**指标(需与木材使用环境的平衡含水率一致,如北方约8%-12%,南方约12%-15%)。烘干时间:从木材初始含水率到目标含水率的总时长,需根据木材厚度、密度、树种特性调整。介质流速:热空气在窑内的循环速度,影响热交换效率和水分蒸发速度(通常硬木需较低流速,软木可稍高)。
根据木材特性、厚度、用途的不同,烘干基准可分为多种类型,常见分类方式如下:木材厚度是影响基准的关键因素(厚度越大,水分从内部迁移到表面的距离越长,需更温和的条件):薄材(厚度<20mm):可采用较高的初始温度(50-60℃)和中等湿度(60%-70%),烘干周期较短(如10-20小时)。中厚材(20-50mm):初始温度需降低(40-50℃),湿度提高(70%-85%),烘干周期延长(20-40小时)。厚材(>50mm):初始温度更低(30-40℃),湿度更高(80%-90%),且需分阶段缓慢升温,周期可达40-72小时以上。木材烘干调试时,若木材含水率下降过慢,需适当提高烘干温度或增大风速。

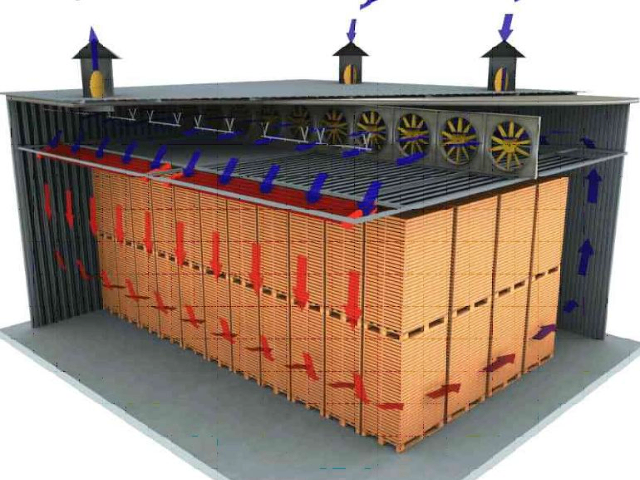
基准的**是“匹配木材特性”,需结合以下因素制定:木材树种与密度:高密度硬木(如橡木、紫檀):结构致密,水分迁移慢,需“低温高湿、慢节奏”基准,避免内裂。低密度软木(如松木、杉木):结构疏松,水分易蒸发,可采用“中温中湿、快节奏”基准。木材初始含水率:初始含水率高(如新鲜原木,含水率>50%):需延长预热时间,降低初始温度,防止表面急干。初始含水率低(如气干材,含水率20%-30%):可缩短预热阶段,直接进入中温干燥。木材用途:***家具、地板:对平整度、无裂纹要求高,需采用保守基准(低升温速率、高湿度)。包装材、结构材:对外观要求较低,可适当提高效率,采用稍激进的基准(较高温度、中等湿度)。使用环境的平衡含水率:基准终点需与木材**终使用环境匹配(如北方干燥地区,终点含水率8%-10%;南方潮湿地区,12%-15%),否则木材会因吸湿/解吸发生二次变形。木材烘干设备的热风循环系统设计不合理,易导致木材局部含水率差异过大。杭州蒸汽加热木材烘干供应商
木材烘干调试时,需先检测设备各项参数,再通过小批量试烘优化烘干曲线。热油加热木材烘干工厂直销
增加加湿设备运行开启专门的加湿设备,如喷雾加湿器、蒸汽加湿器等,向窑内喷入适量的水雾或蒸汽,增加窑内空气的湿度。检查加湿设备的工作状态,确保其正常运行,如喷头是否堵塞、蒸汽供应是否正常等。如有问题,及时进行维修或清理。调整通风系统适当减少通风量,降低窑内空气的流通速度,减少水分的散失。可以通过调节风机的转速或关闭部分通风口来实现。检查通风系统中是否有漏风现象,如有,应及时封堵漏洞,防止外界干燥空气进入窑内,影响湿度控制。利用木材自身水分若条件允许,可以在窑内放置一些含水率较高的木材或湿毛巾等物品,让其水分自然蒸发,增加窑内湿度。对于一些已经干燥到一定程度的木材,可以适当喷水后再放入烘干窑,利用其释放的水分来提高窑内湿度。但要注意控制喷水量,以免影响木材的干燥质量。热油加热木材烘干工厂直销