商机详情 -
四川电磁阀块材料
集成阀块的设计是一个复杂而精细的过程,通常包括以下几个步骤:需求分析:明确系统的控制要求,包括执行机构的数量、类型、运动方式、控制精度等。元件选型:根据需求分析结果,选择合适的控制元件(如方向控制阀、压力控制阀等)及其规格。孔道设计:根据控制元件的布局和流体通路的需求,设计集成阀块内部的孔道系统,确保流体能够顺畅、准确地流向目标执行机构。强度计算:对集成阀块进行强度计算,确保其在工作压力下不会发生变形或破裂。密封设计:设计合理的密封结构,选择合适的密封材料,确保系统的密封性。仿真分析:利用计算机辅助设计(CAD)和计算机辅助工程(CAE)技术,对集成阀块进行流体动力学仿真和结构强度仿真,优化设计方案。制图与加工:根据较终设计方案,绘制详细的工程图纸,并进行加工制造。智能阀块集成IoT模块,实现远程诊断与预测性维护,停机时间减少75%。四川电磁阀块材料
机械加工是保证阀块精度和性能的关键环节,通过数控加工中心进行铣削、钻孔、镗孔等加工操作,精确加工阀块的内部流道和外部结构,使其尺寸精度和表面质量满足设计要求。表面处理工艺可提高阀块的耐腐蚀性、耐磨性和密封性能。常见的表面处理方法有阳极氧化、电镀、喷涂等。阳极氧化可在铝合金阀块表面形成一层坚硬的氧化膜,提高其耐腐蚀性和耐磨性;电镀工艺可在阀块表面镀上一层金属或合金,增强其防腐和装饰性能;喷涂特殊涂层(如耐磨涂层、防腐涂层),可进一步提高阀块的性能,满足特殊工况需求。上海液压集成阀块定制内置单向阀、溢流阀等功能模块,实现多路控制,减少外部管线复杂度。
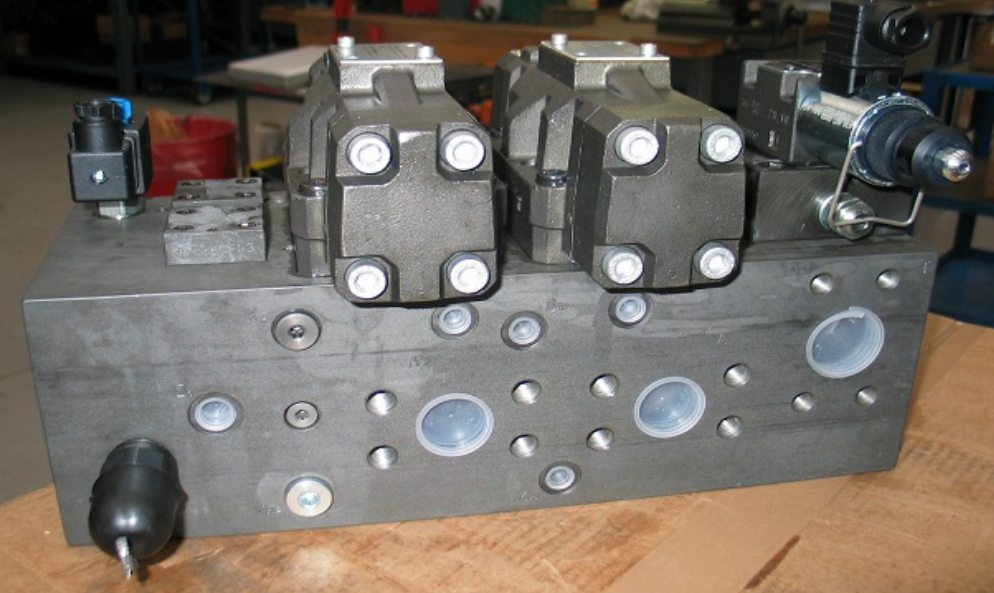
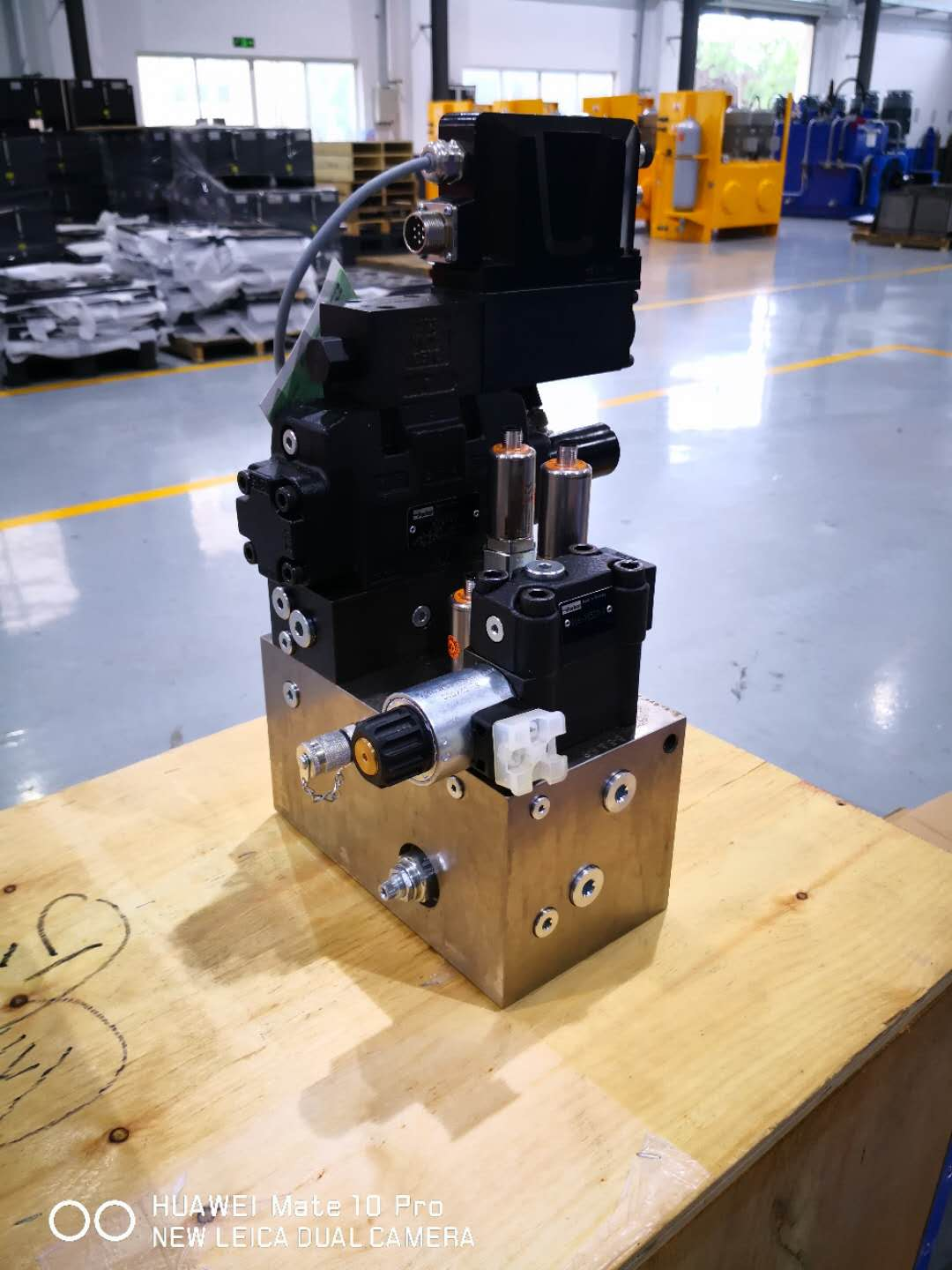
液压控制阀件:安装于阀块体上的液压控制阀件丰富多样,常见类型包括方向控制阀(如换向阀,通过切换阀芯位置改变油路方向,驱动液压缸或马达实现不同方向运动)、压力控制阀(像溢流阀,限制系统比较高压力,保障系统安全;减压阀则为分支回路提供稳定压力)、流量控制阀(如节流阀或比例阀,调节执行机构运动速度)等。这些控制阀件作为标准阀块的 “控制中枢”,依据系统指令精确调控液压油的各项参数,满足不同工况下的作业需求。它们通过标准化的安装接口与阀块体紧密相连,确保油路的顺畅连通与信号的准确传递。
铸造完成的毛坯阀块需经过一系列加工工序,才能达到较终精度与表面质量要求。机械加工过程中,数控加工中心发挥重心作用,通过预先编程,可精确铣削、钻孔、镗孔,实现内部流道及外部连接结构的精细成型,尺寸精度可达 ±0.01mm 甚至更高。例如,对于流道表面粗糙度要求高的阀块,会采用精密磨削工艺,确保流道表面光滑,减少流体阻力。为进一步提升阀块性能与可靠性,后续还会进行热处理和表面处理。热处理可通过固溶强化、时效处理等方式,明显改善铝合金力学性能,增强硬度与强度;表面处理工艺多样,阳极氧化可在阀块表面形成坚硬、耐腐蚀的氧化膜层,提高耐蚀性与耐磨性;喷涂特殊涂层(如碳化钨涂层)则可进一步增强表面硬度与抗冲蚀能力,满足特殊工况需求。化工领域通过阀块实现酸碱溶液精细配比,耐腐蚀性延长设备寿命至传统碳钢的3倍。
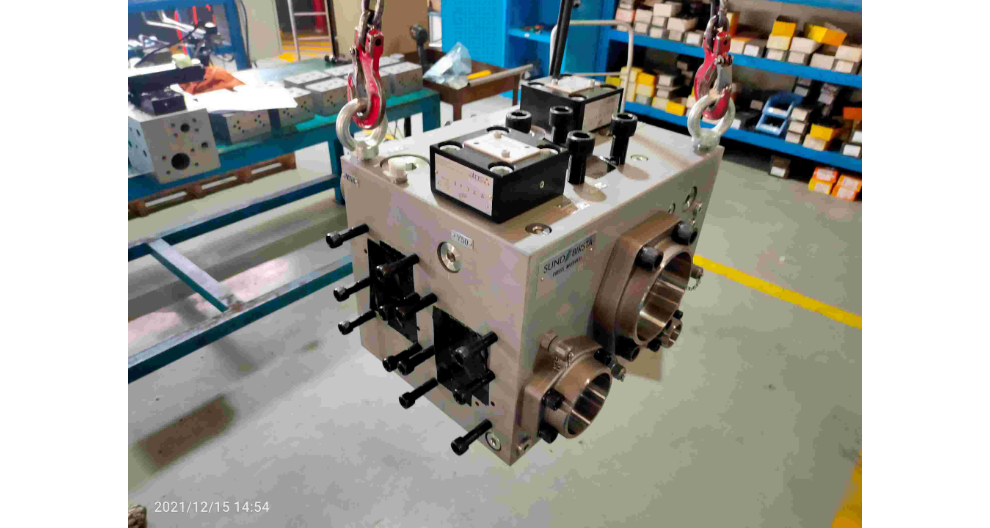
元件布局:合理的元件布局对标准阀块性能与维护便利性至关重要。一般而言,阀类元件多安装在阀块体的外表面,底面常作为与其他阀块叠加或与油箱连接的接口,不安装元件。为便于安装、操作与维护,液压阀安装角度多采用 90 度直角。阀块的六个面各有明确用途,顶面和底面作为叠加接合面,设置有公用压力油口 P、公用回油口 T、泄漏油口 L 等接口以及固定螺丝孔;前后两侧面主要用于安装液压阀,确保阀与阀之间油路顺畅连通;左右两侧面则根据系统需求,可能安装辅助元件或作为连接其他部件的接口。在布局设计时,需综合考虑元件之间的油路连接较短路径,减少不必要的油路迂回,降低压力损失;同时,要充分预留足够的空间,便于元件的拆卸、安装与日常维护保养工作,提高系统的可维护性。表面处理可选镀镍或PVD涂层,进一步提升耐磨性与美观度。西藏铝合金阀块价格
医疗设备领域,医用级不锈钢阀块满足无菌、无毒、易消毒的严苛要求。四川电磁阀块材料
节能阀块的制造工艺涵盖原材料选择、成型加工、表面处理等多个环节。在原材料选择上,根据不同应用场景和性能要求,选用合适的金属材料(如铝合金、不锈钢等)或复合材料。对于对重量和耐腐蚀性要求较高的场合,常选用铝合金材料;而在高温、高压和强腐蚀环境下,则多采用不锈钢或特种合金材料。成型加工工艺主要包括铸造、锻造和机械加工。铸造工艺适用于制造形状复杂的阀块毛坯,通过砂型铸造、金属型铸造等方法,可获得接近成品形状的毛坯件。锻造工艺则能提高阀块的力学性能,适用于制造承受较大压力和冲击的阀块。四川电磁阀块材料