商机详情 -
上海插装阀块材料
集成阀块的设计是一个复杂而精细的过程,通常包括以下几个步骤:需求分析:明确系统的控制要求,包括执行机构的数量、类型、运动方式、控制精度等。元件选型:根据需求分析结果,选择合适的控制元件(如方向控制阀、压力控制阀等)及其规格。孔道设计:根据控制元件的布局和流体通路的需求,设计集成阀块内部的孔道系统,确保流体能够顺畅、准确地流向目标执行机构。强度计算:对集成阀块进行强度计算,确保其在工作压力下不会发生变形或破裂。密封设计:设计合理的密封结构,选择合适的密封材料,确保系统的密封性。仿真分析:利用计算机辅助设计(CAD)和计算机辅助工程(CAE)技术,对集成阀块进行流体动力学仿真和结构强度仿真,优化设计方案。制图与加工:根据较终设计方案,绘制详细的工程图纸,并进行加工制造。一体化集成设计,将多个阀门、接头集中于同一阀块,简化管路布局,降低泄漏风险。上海插装阀块材料
材料的应用为节能阀块性能提升提供了有力支撑。采用新型耐磨、低摩擦系数材料制造阀块内部的阀芯、阀座等关键部件,可有效降低部件间的摩擦阻力,减少能量损耗。例如,陶瓷材料具有硬度高、耐磨性好、摩擦系数低的特点,用于制造阀芯和阀座,能显著提高阀块的使用寿命和密封性能,降低因泄漏和摩擦导致的能源浪费。此外,强高度、低密度的复合材料在节能阀块上的应用,可减轻阀块自身重量,降低系统整体能耗,尤其适用于对重量敏感的应用场景,如航空航天、新能源汽车等领域。广东销售阀块定制内置单向阀、溢流阀等功能模块,实现多路控制,减少外部管线复杂度。

智能控制技术是节能阀块的关键技术之一。借助微处理器、传感器和通信模块,节能阀块可实现智能化控制。压力传感器、流量传感器和温度传感器实时采集系统运行参数,并将数据传输至微处理器。微处理器根据预设程序和算法,对数据进行分析处理,然后精确控制阀门的开闭和开度,实现对流体压力、流量和温度的精细调节。同时,通过通信模块,节能阀块还能与上位机进行数据交互,实现远程监控和参数调整,便于操作人员根据实际工况灵活调整系统运行参数,进一步提高节能效果。
集成阀块的加工工艺主要包括铸造、锻造、机加工、热处理等步骤。铸造:对于形状复杂、内部孔道较多的集成阀块,通常采用铸造工艺生产毛坯。铸造工艺可以一次成型,减少后续加工量,提高生产效率。锻造:对于需要更强高度和韧性的集成阀块,可以采用锻造工艺生产毛坯。锻造工艺可以改善材料的内部组织结构,提高材料的力学性能。机加工:机加工是集成阀块制造过程中的关键环节,包括钻孔、铣削、车削、磨削等工序。通过高精度的机加工设备,可以确保集成阀块的尺寸精度和表面质量满足设计要求。热处理:热处理工艺可以改善集成阀块的力学性能和耐腐蚀性。常用的热处理工艺包括淬火、回火、渗碳等。密封结构优化设计确保了高压工况下的零泄漏性能,延长系统使用寿命。

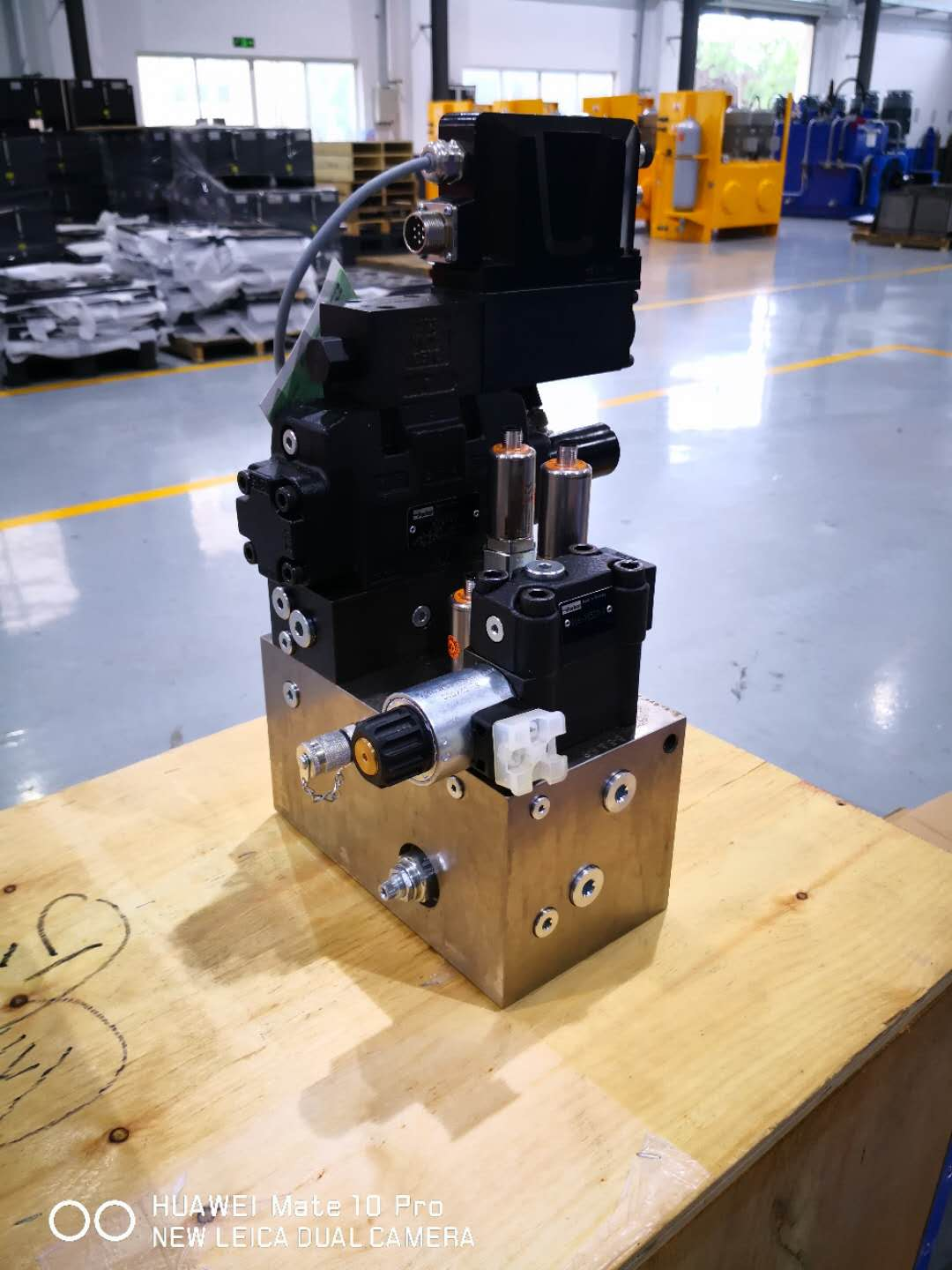
集成阀块主要由以下几部分构成:阀体(金属实体):通常由铸铁、锻钢或铝合金等材料制成,是集成阀块的主体结构,内部加工有各种贯通的油道,用于连接不同的液压元件,实现液压油的流通。液压阀及辅助元件:包括各种换向阀、压力控制阀(如溢流阀、减压阀)、流量控制阀(如节流阀、调速阀)、单向阀等,以及接头、堵头、测压接头、排气阀等辅助元件,它们通过螺纹连接、法兰连接等方式安装在阀块的表面或内部。密封装置:为防止液压油泄漏,在液压阀与阀块的结合面、油道的连接处等部位设置有密封圈(如O型圈、组合密封垫等)。快速更换阀芯设计使维护操作时间缩短至传统方案的1/5。海南液压马达阀块公司
化工领域通过阀块实现酸碱溶液精细配比,耐腐蚀性延长设备寿命至传统碳钢的3倍。上海插装阀块材料
密封与防泄漏设计是保障标准阀块正常工作的关键环节。在阀块体与各元件的连接处,如阀件安装面、管接头连接处、工艺孔封堵处等,均需设置可靠的密封结构。常用的密封方式包括采用 O 型密封圈、Y 型密封圈、组合密封垫圈等,依据不同的工作压力、温度、介质以及密封部位的结构特点,合理选择适配的密封件。例如,在高压、高速的主级孔道连接处,可选用抗挤压、耐磨损性能优良的组合密封垫圈;在先导控制油路等低压、小流量部位,O 型密封圈凭借其结构简单、安装方便、密封性能良好的特点得到广泛应用。此外,在设计过程中,要对密封部位的表面粗糙度、配合精度等提出严格要求,确保密封件能够紧密贴合,形成有效的密封屏障,防止油液泄漏导致系统压力下降、效率降低甚至设备故障。同时,对于可能出现泄漏的部位,可设置泄漏收集与引流装置,及时将泄漏油液引出系统,避免对设备与工作环境造成污染与损害。上海插装阀块材料