商机详情 -
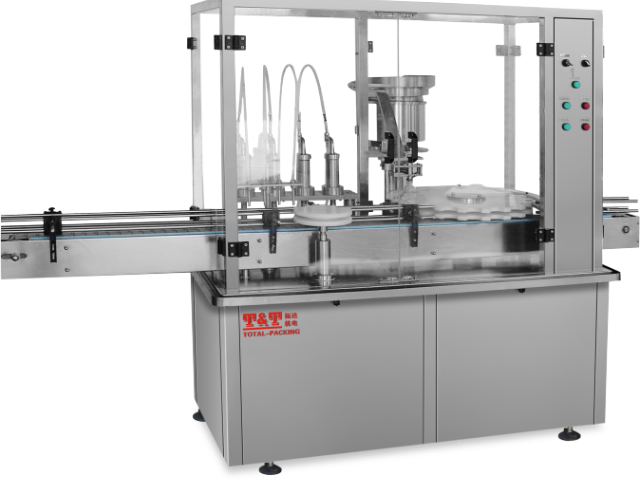
小剂量西林瓶生产线改造
西林瓶的生产工艺是一个复杂而严谨的过程,涉及到多个环节和严格的质量控制。首先,在原材料的选择上,必须选用高质量的玻璃原料,确保其化学成分和物理性能符合标准要求。然后,经过熔制、成型、退火等工艺步骤,将玻璃原料加工成西林瓶的初步形状。在成型过程中,需要精确控制温度、压力等参数,以保证西林瓶的尺寸精度和形状一致性。退火工艺则是为了消除西林瓶内部的应力,提高其机械强度和稳定性。在生产过程中,还需要进行严格的质量检测,包括外观检查、尺寸测量、密封性能测试等,确保每一个西林瓶都符合质量标准。只有通过严格的生产工艺和质量控制,才能生产出高质量的西林瓶,为药品的安全包装提供保障。西林瓶采用国际通用尺寸,兼容各类配药设备。小剂量西林瓶生产线改造

西林瓶行业将继续保持增长态势,并面临着新的机遇和挑战。随着医药行业的不断发展和人们对药品安全性要求的提高,西林瓶作为药品包装的重要容器之一,其市场需求将持续增长。同时,随着环保意识的提高和可持续发展理念的普及,环保型西林瓶将成为市场的新宠。然而,西林瓶行业也面临着一些挑战,如原材料价格波动、市场竞争加剧、技术创新压力等。为了应对这些挑战,企业需要加强技术创新和产品研发能力,提高产品质量和附加值;同时,还需要关注市场动态和用户需求变化,灵活调整市场策略和产品布局。只有这样,才能在激烈的市场竞争中立于不败之地并实现可持续发展。小剂量西林瓶生产线改造西林瓶可减少医护人员操作中的暴露风险。
西林瓶将朝着更加智能化、个性化和环保化的方向发展。在智能化方面,可能会引入一些智能标识技术,如二维码、射频识别等,实现对西林瓶的全程追溯和管理,提高药品流通的安全性和效率。在个性化方面,根据不同药品的特点和需求,定制更加符合要求的西林瓶,如特殊形状、特殊材质的西林瓶,以满足市场的多样化需求。在环保化方面,将进一步加大可回收材料的使用比例,研发更加环保的生产工艺,减少对环境的影响。同时,随着医药行业的不断发展,西林瓶也将不断适应新的药品剂型和包装要求,为医药行业的创新发展提供更加优良的包装解决方案。
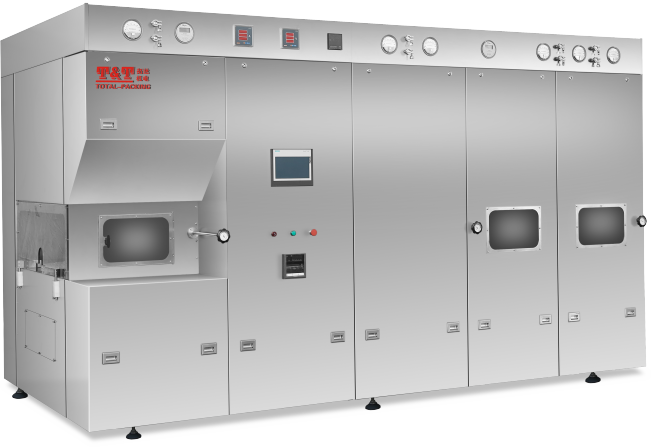
在突发公共卫生事件中,西林瓶发挥重要作用。以疫苗大规模生产和分发为例,疫苗对包装要求极高,西林瓶成为主要包装容器。其玻璃材质和密封结构,确保疫苗在储存运输中无菌稳定。不同规格西林瓶适应不同剂量疫苗包装需求,提高包装灵活性的。病情期间,大量西林瓶投入使用,保障疫苗安全送达各地,为全球抗疫提供有力支持。这体现西林瓶在关键时刻的可靠性和重要性,也凸显其在保障公共卫生安全方面的价值。西林瓶生产工艺复杂且严谨,关乎产品质量。原材料选择严格,需优良硼硅玻璃原料,确保化学成分和物理性能达标。西林瓶可盛装液体、冻干粉或悬浮液等多种剂型。
在医药创新的大潮中,西林瓶也扮演着重要的角色。作为药品包装的重要组成部分,西林瓶的创新不只体现在材质和设计上,更体现在与药品的协同创新上。例如,一些新型药物可能需要特殊的包装形式来满足其独特的储存和使用需求,而西林瓶的生产企业则可以通过与药品研发企业的紧密合作,共同开发出符合要求的包装解决方案。这种协同创新的方式,不只推动了医药行业的进步和发展,也为患者提供了更加安全、有效的药品选择。同时,西林瓶的创新还体现在对环保和可持续发展的关注上,通过采用环保材料和节能减排的生产工艺,为医药行业的绿色发展做出了积极贡献。西林瓶在跨国物流中经受严苛温控考验。小剂量西林瓶生产线改造
西林瓶适用于对pH值敏感药物的稳定保存。小剂量西林瓶生产线改造
西林瓶与患者用药安全息息相关。一个质量合格的西林瓶能够为药品提供一个安全、稳定的储存环境,确保患者在使用药品时能够获得有效、安全的防治。如果西林瓶存在质量问题,如密封不严、玻璃有裂纹等,可能会导致药品受到污染或变质,患者使用这样的药品后可能会出现不良反应,甚至危及生命。因此,药品生产企业必须严格把控西林瓶的质量,从原材料采购到生产加工、质量检验等各个环节都要进行严格的管理和监控。同时,医疗机构和医护人员在使用西林瓶时也需要严格按照操作规程进行操作,确保药品的正确使用。患者在用药过程中,如果发现西林瓶有异常情况,如药品颜色改变、有沉淀物等,应及时停止使用,并向医护人员咨询。小剂量西林瓶生产线改造