商机详情 -
小容量西林瓶在线询价
为了确保西林瓶的质量和安全性,国际上制定了一系列相关标准和认证体系。例如,ISO标准对西林瓶的材质、尺寸、密封性等方面做出了详细规定;FDA认证则对西林瓶在美国市场的销售和使用提出了严格要求。这些标准和认证体系的实施,有助于规范西林瓶的生产和销售行为,提高西林瓶的质量和安全性水平。同时,对于企业来说,获得国际标准和认证也是提升产品竞争力和拓展国际市场的重要途径。因此,各企业应积极关注国际标准和认证动态,加强产品质量管理和技术创新,以适应国际市场的需求和挑战。西林瓶符合各国药典对药用包装材料的严格标准。小容量西林瓶在线询价
西林瓶发展经验为医药包装行业提供诸多启示。注重材质创新,选择性能优良、环保的材料,满足药品包装要求。优化结构设计,提高包装密封性、稳定性和便利性。严格把控生产工艺和质量控制,建立完善质量管理体系,确保产品质量。关注市场需求变化和行业发展趋势,积极研发新型包装产品。此外,加强国际合作与交流,学习先进技术和管理经验,提升行业整体水平。西林瓶成功模式为医药包装行业发展指明方向,推动行业向更高质量、更环保、更创新方向发展。智能西林瓶现货供应西林瓶支持环保回收处理,降低环境影响。
随着医药行业的不断发展和进步,西林瓶的未来发展也呈现出一些新的趋势和展望。一方面,随着新材料、新技术的不断涌现,西林瓶的材质和设计将更加多样化、个性化。例如,采用生物降解材料制作的西林瓶,将有望在未来成为环保包装的新选择;另一方面,随着智能化、自动化技术的普遍应用,西林瓶的生产工艺和质量控制也将更加准确、高效。此外,随着医药市场的不断扩大和竞争的加剧,西林瓶的生产企业也将更加注重品牌建设和服务提升,以赢得更多的市场份额和客户信任。
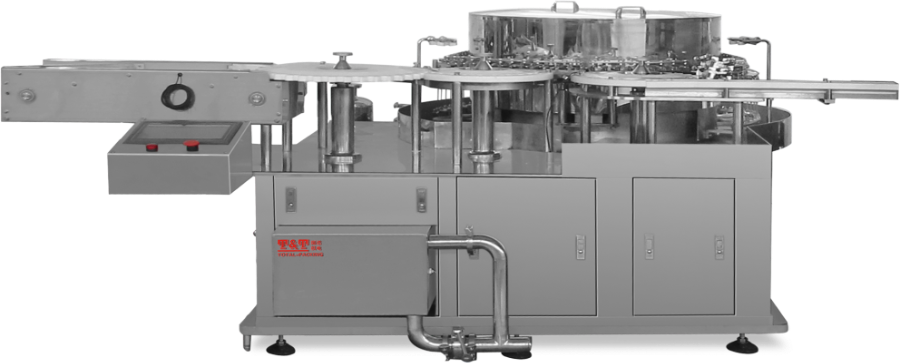
西林瓶的生产工艺是一个严谨而复杂的过程,需要经过多道工序才能完成。首先是玻璃原料的制备,要选择优良的原材料,并进行精确的配比和混合,以确保玻璃的化学成分和物理性能符合标准要求。然后是玻璃熔制过程,将原料在高温下熔化成均匀的玻璃液,这一过程需要严格控制温度和时间,以保证玻璃液的质量稳定。接下来是成型工序,通过模具将玻璃液吹制成西林瓶的初步形状,成型后的瓶子需要进行退火处理,以消除内部应力,提高瓶子的强度和稳定性。之后是清洗和消毒工序,对生产好的西林瓶进行彻底清洗,去除表面的杂质和污染物,然后进行高温消毒或化学消毒,确保瓶子达到无菌要求。在整个生产过程中,质量控制是至关重要的环节,每一道工序都需要进行严格的检验和检测,只有符合质量标准的西林瓶才能进入下一道工序或投放市场。西林瓶防止光照对光敏药物的降解作用。
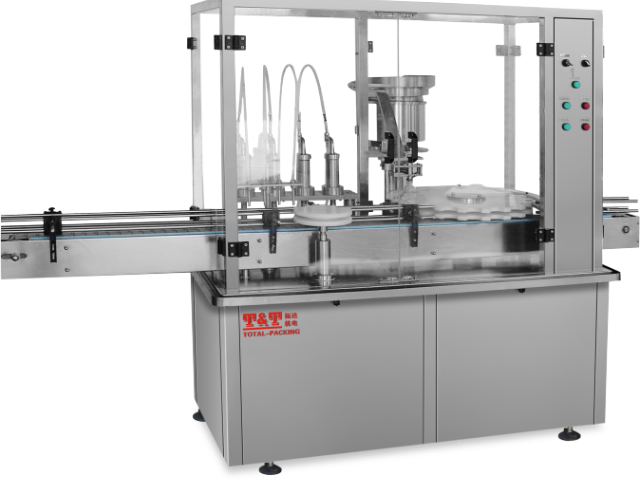
西林瓶的材质选择至关重要,它直接关系到药物的质量和安全性。目前,西林瓶主要采用硼硅玻璃材质,这种玻璃具有诸多优良特性。硼硅玻璃的化学稳定性极高,它对大多数化学物质具有良好的耐腐蚀性,能够防止药物与包装容器发生化学反应,从而保证药物的纯度和有效性。与普通玻璃相比,硼硅玻璃的热膨胀系数较低,这意味着在温度变化较大的环境下,它不容易因热胀冷缩而产生应力,进而导致瓶子破裂。这一特性使得西林瓶在高温灭菌和低温储存等过程中都能保持稳定的性能。此外,硼硅玻璃还具有良好的透光性,虽然对于一些需要避光保存的药物,西林瓶会采用棕色等有色玻璃来阻挡光线,但对于一些不需要严格避光的药物,透明的硼硅玻璃可以方便医护人员观察药物的外观和状态,如是否有沉淀、变色等情况,及时发现药物可能存在的问题。西林瓶以安全、可靠、标准守护全球患者健康。上海微量试剂西林瓶灌装线定制
西林瓶在跨国物流中经受严苛温控考验。小容量西林瓶在线询价
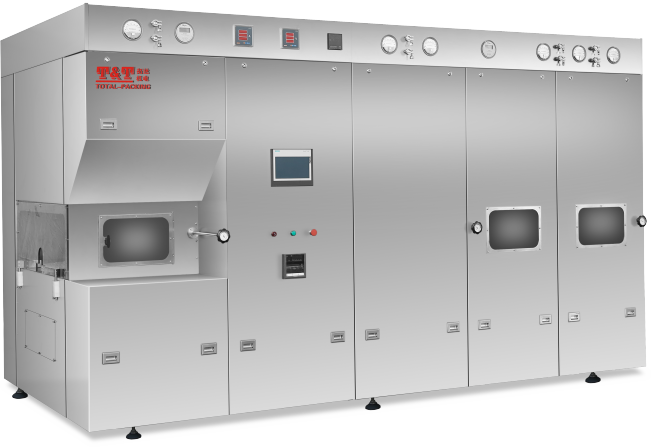
为了确保西林瓶的质量和安全性,需要制定严格的质量检测标准。外观检测是首要环节,包括检查瓶子的表面是否光滑、有无裂纹、气泡、杂质等缺陷,瓶口的平整度和圆度是否符合要求,铝盖和橡胶塞的安装是否牢固等。尺寸检测也是重要的一项,需要精确测量瓶子的高度、直径、壁厚等尺寸参数,确保其符合设计规格。密封性检测是关键指标之一,通常采用真空检漏法或压力检漏法来检测西林瓶的密封性能,确保瓶子在规定的压力或真空条件下不出现泄漏现象。此外,还需要对西林瓶的化学稳定性进行检测,通过模拟药物储存环境,检测瓶子与药物之间是否会发生化学反应,以及瓶子的耐腐蚀性等。只有通过严格的质量检测,符合标准的西林瓶才能投入使用。小容量西林瓶在线询价