商机详情 -
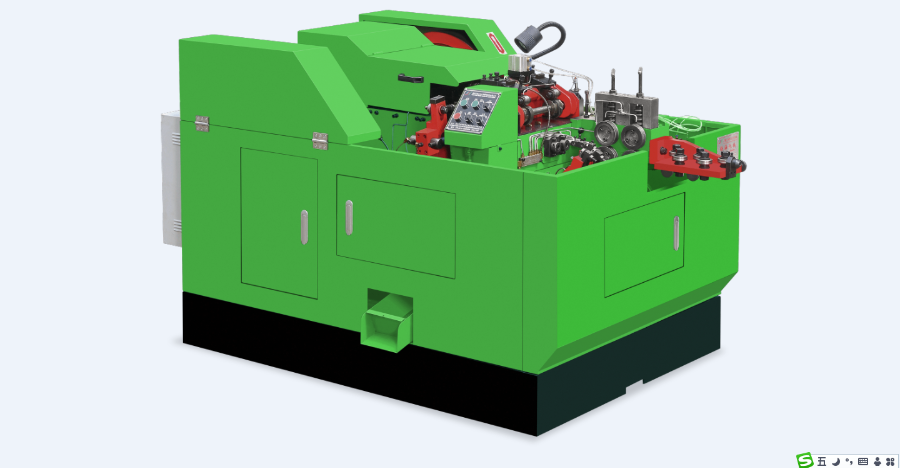
乐山二模三冲冷镦机定制
为帮助金属加工厂解决传统生产中 “人工依赖强、成本高、效率受限” 的痛点,冷镦机凭借标准化接口设计与智能化控制能力,可无缝对接全流程自动化线,构建从原料供给到成品仓储的无人生产体系,大幅降低人工成本投入。其对接优势体现在全环节协同:前端可衔接伺服送料机与线材架,实现金属线材自动上料、校直与定量输送,无需人工逐段搬运线材;加工环节通过 PLC 控制系统与生产线管理平台联动,自动调取加工参数(如镦压力度、工位切换节奏),无需人工手动调整;后端可对接视觉检测系统(自动识别尺寸偏差、表面缺陷)、六轴机械臂(分拣合格 / 不合格品)与 AGV 小车(成品自动转运至立体仓库),全流程无需人工干预。冷镦机传动效率达 92%,搭配节能电机降低运行能耗。乐山二模三冲冷镦机定制

紧固件企业产品螺栓的加工,传统模式需经线材切断、车床车削、螺纹加工等多道工序,且需在不同设备间流转,工时损耗大。而冷镦机依托 “线材直入 + 一次锻压成型” 工艺,可直接将 Φ6-Φ12mm 的金属线材锻压成螺栓杆部,同步完成头部成型,后续只需补充螺纹滚轧工序,整体加工流程从传统的 5-6 道缩减至 2-3 道。以 M8 螺栓为例,传统工艺单台设备每班(8 小时)产能约 3000 件,冷镦机搭配多工位转盘设计,每班产能可达 8000-10000 件,工时效率提升超 160%,大幅缩短订单交付周期。淮北三模六冲冷镦机批发佛山钰海冷镦机结构稳定耐用,长期运行故障率低。

为满足汽车零部件制造商对螺栓精度的严苛需求,冷镦机凭借独特加工优势成为重要设备。汽车螺栓作为关键连接部件,需承受发动机高温、底盘振动等复杂工况,精度直接影响整车安全性与装配稳定性,而冷镦机通过冷态塑性变形工艺,从根源上保障加工精度。其加工过程无需高温加热,避免热胀冷缩导致的尺寸偏差,能将螺栓外径、长度公差控制在 ±0.01mm 内,同轴度精度稳定在 0.02mm 以内,完全符合汽车行业对关键紧固件的精度标准。同时,冷镦机采用多工位连续成型技术,通过模具控制金属流动,可一次性完成头部镦粗、杆部缩径等工序,减少切削加工带来的精度损失,使螺栓表面粗糙度达 Ra 0.8μm,降低装配时的摩擦损耗。
冷镦机搭载的智能控制系统,彻底打破了传统设备 “操作复杂、依赖熟工” 的局限,为中小型标准件厂降低生产门槛、快速实现规模化生产提供了支撑。该系统采用可视化触控界面设计,将镦压力度、送料速度、模具定位等复杂加工参数,转化为直观的图标与数字选项,操作人员无需掌握专业编程技能,只需通过触屏选择零件规格(如螺栓、螺母、链条销等常见标准件型号),系统便可自动调用预设参数方案,新员工经 1-2 天基础培训即可自己操作,大幅降低了工厂的人力培养成本。冷镦机适用于螺栓、螺母、铆钉等各类紧固件批量生产。
传统金属加工厂若采用单机人工操作模式,1 条冷镦机生产线需配置 3-4 名工人(负责上料、巡检、分拣、转运),且需 24 小时倒班,年均人工成本超 20 万元(按人均月薪 5000 元计算)。而对接自动化线后,1 名监控员可同时管理 5-6 条无人生产线(只需定期检查设备运行状态与补充原料),人工数量减少 80% 以上,单条线年均人工成本降至 3-4 万元,年节省成本超 16 万元。此外,无人生产还能规避人工操作的隐性成本:无需承担人工培训、社保、工伤赔偿等支出;避免因人工疲劳导致的误操作(如送料偏差、漏检缺陷),将废品率从传统的 3%-5% 降至 1% 以内,减少原料浪费;同时支持 24 小时连续生产(人工线受倒班效率影响,有效作业时间只 16 小时),设备利用率提升 50%,在降本的同时进一步提升产能,为金属加工厂打造 “低人工、高效率、稳质量” 的生产模式提供支撑。钰海冷镦机适配多种材质,满足紧固件、异形件加工需求。合肥冷镦机电话
冷镦机可加工钛合金、铜合金等特殊材料,拓展应用边界。乐山二模三冲冷镦机定制
汽车螺栓作为关键连接部件,直接关系行车安全,其精度要求远高于普通标准件 —— 需实现尺寸公差 ±0.01mm、表面粗糙度 Ra≤0.8μm 的严苛标准,而冷镦机凭借工艺特性与技术升级,成为汽车零部件制造商的选择。冷镦机采用 “一次成型 + 精密校准” 模式,通过冷态锻压让金属线材在模具内塑形,避免热加工导致的尺寸变形。搭配伺服驱动系统,可实时调节镦压力度与送料速度,针对汽车发动机螺栓、底盘螺栓等不同场景需求,控制螺纹牙型、杆部直线度等关键参数,确保每颗螺栓的尺寸一致性。同时,设备配备的激光检测模块,能在加工过程中实时扫描螺栓外径、长度等尺寸,一旦超出公差范围立即停机修正,将不合格率控制在 0.3% 以下,远低于汽车行业 1% 的合格线。乐山二模三冲冷镦机定制