商机详情 -
台州三模六冲冷镦机报价
为解决新紧固件厂 “投产周期长、错过市场窗口期” 的痛点,冷镦机从交货效率到全流程服务形成闭环支持,通过快速交付 + 专业安装调试,大幅缩短新厂投产周期,助力其抢占市场先机。在交货速度上,冷镦机突破行业常规交付周期 —— 传统设备需 3-4 个月才能完成生产与交付,而冷镦机依托标准化生产体系(主要部件提前备货、模块化组装工艺),常规机型可实现 1.5-2 个月快速交货,定制化机型(如多工位精密冷镦机)也只需 2.5-3 个月,较行业平均水平缩短 40%-50%。针对新厂 “抢工期” 需求,还可提供加急生产通道,进一步压缩交货时间,避免因设备延迟导致的投产计划搁置。冷镦机哪家好?广东钰海专注品质,稳定耐用获认可。台州三模六冲冷镦机报价
关键的是,交付后提供 “一站式安装调试服务”:设备到货后,厂家会派遣专业技术团队上门,先根据新厂车间布局、水电条件进行实地勘测,定制个性化安装方案(如设备定位、管线排布),避免后期返工;安装过程中采用标准化作业流程,2-3 人团队 3-5 天即可完成单台设备组装,同时同步完成电路、液压系统的调试;调试阶段会结合新厂主打产品(如 M6-M12 螺栓),优化镦压力度、送料速度等参数,确保设备试生产时成品合格率达 98% 以上;此外,还会对新厂操作人员进行 1-2 天的实操培训(涵盖设备操作、参数调整、基础故障排查),避免因人员操作问题影响投产进度。眉山一模二冲冷镦机冷镦机可加工钛合金、铜合金等特殊材料,拓展应用边界。
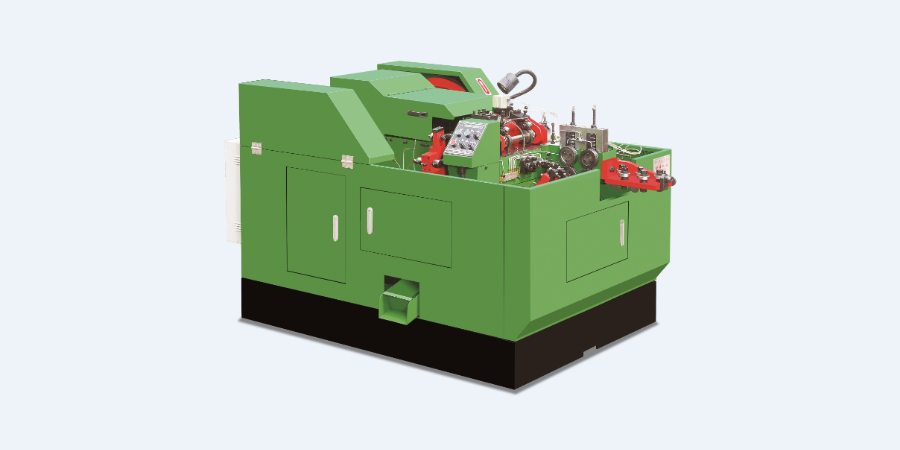
根据结构形式、加工工位、工艺特性等不同维度,冷镦机可划分为多种类型,不同类型的设备在适用场景上各有侧重,满足多样化的生产需求。按加工工位数量可分为单工位冷镦机和多工位冷镦机,单工位冷镦机结构简单、操作便捷,主要适用于形状简单的零件加工,如垫圈、简单螺钉头部成型等,生产效率适中,适合中小批量生产;多工位冷镦机则具备 2-6 个加工工位,可在一台设备上连续完成切断、镦锻、冲孔、缩径、切边等多道工序,适用于复杂形状零件的加工,如六角螺栓、组合螺钉、汽车轮毂螺母等,生产效率高,是大批量生产的设备。
材料浪费减少更是冷镦机的优势。传统切削加工中,金属材料去除率高达 15%-20%(如加工直径 8mm 的铆钉,需从 12mm 线材切削去除多余部分),这些切削废料只能低价回收;而冷镦机通过 “塑性变形成型”,材料利用率可达 97% 以上,只产生 3% 以内的微量料头。按五金厂日均加工 5 吨线材计算,冷镦机每日可减少材料浪费 0.6 吨 - 0.8 吨,以钢材市场价 5000 元 / 吨计,每月可节省材料成本 9 万 - 12 万元。此外,省去切削工序还减少了刀具损耗与设备投入,进一步降低五金厂综合生产成本,尤其适配中小五金厂 “降本增效” 的重要需求。冷镦机尺寸公差控制在 ±0.01mm,保障产品高精度与一致性。
效率端更是优势凸显:冷镦机采用多工位连续成型设计,可一次性完成线材切断、头部镦粗、外形压制等工序,单件五金件加工时间从传统工艺的 20-30 秒压缩至 3-5 秒,单台 8 工位冷镦机日均产能达 3-6 万件,较传统生产线效率提升 30% 以上。同时,半小时快速换模技术适配多品种小批量订单,无需因换产长时间停机,让五金厂既能承接大批量常规订单,也能灵活响应定制化小订单,拓宽业务范围。此外,冷镦机可对接自动化线实现无人生产,1 名监控员能管理 5-6 条生产线,较传统人工线(3-4 人 / 线)减少 80% 人工成本;且实时监控系统保障加工精度稳定,废品率从 3%-5% 降至 1% 以内,减少返工损耗。从原料省耗到效率提升,再到人工与质量成本优化,冷镦机为五金厂压缩运营成本、提升产能与利润空间,成为企业扩大生产、增强竞争力的重要支撑。冷镦机无需后续切削加工,直接成型减少工序流转耗时。杭州二模三冲冷镦机供应
冷镦机适用于螺栓、螺母、铆钉等各类紧固件批量生产。台州三模六冲冷镦机报价
传统热锻加工螺栓、螺母等五金件时,需先将金属坯料加热至 800-1200℃(如碳钢锻造温度需 900-1100℃),此过程依赖电阻炉、燃气炉等加热设备,能耗占比超总能耗的 60%—— 以加工 1 吨碳钢螺栓为例,热锻只加热环节就需消耗 300-350kWh 电能(或 15-20m³ 天然气),且加热后还需额外能耗维持温度稳定,避免坯料冷却影响成型。而冷镦机采用常温塑性变形工艺,无需任何加热环节,直接对金属线材进行锻压成型,只通过伺服电机驱动模具运动、液压系统提供镦压力,加工 1 吨碳钢螺栓总能耗只 150-175kWh,较热锻减少 50%,若按工业电价 0.8 元 /kWh 计算,单吨产品可节省能源支出 120-140 元。台州三模六冲冷镦机报价