商机详情 -
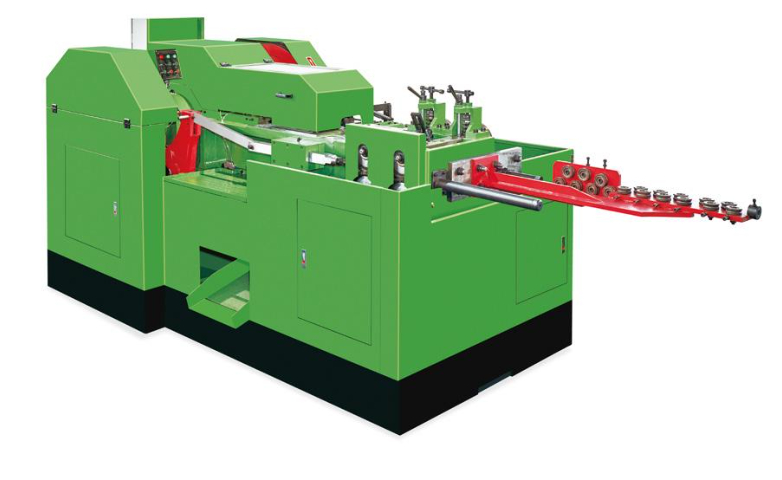
上海二模四冲冷镦机供应
传统热锻加工螺栓、螺母等五金件时,需先将金属坯料加热至 800-1200℃(如碳钢锻造温度需 900-1100℃),此过程依赖电阻炉、燃气炉等加热设备,能耗占比超总能耗的 60%—— 以加工 1 吨碳钢螺栓为例,热锻只加热环节就需消耗 300-350kWh 电能(或 15-20m³ 天然气),且加热后还需额外能耗维持温度稳定,避免坯料冷却影响成型。而冷镦机采用常温塑性变形工艺,无需任何加热环节,直接对金属线材进行锻压成型,只通过伺服电机驱动模具运动、液压系统提供镦压力,加工 1 吨碳钢螺栓总能耗只 150-175kWh,较热锻减少 50%,若按工业电价 0.8 元 /kWh 计算,单吨产品可节省能源支出 120-140 元。冷镦机通过金属塑性变形成型,几乎不产生切屑废料。上海二模四冲冷镦机供应

冷镦机采用冷态塑性变形工艺加工零件,与传统切削工艺存在本质差异:切削件通过 “去除多余金属” 成型,过程中刀具切削会切断金属内部连续的晶粒流线,破坏材料微观结构完整性,导致零件存在应力集中点,强度受损;而冷镦加工时,金属线材在常温下被模具挤压塑形,晶粒会沿成型方向发生重构 —— 不仅不会被切断,还会因塑性变形产生 “晶粒细化” 效应(晶粒尺寸从传统切削件的 50-100μm 细化至 10-20μm),同时形成连续且沿受力方向分布的金属流线,如同给零件内部构建 “受力骨架”,从微观层面强化结构稳定性。重庆二模四冲冷镦机批发东莞五金加工用钰海冷镦机,成型效率远超传统设备。
在原料端,冷镦机凭借冷态塑性成型工艺,颠覆传统切削加工 “去料成型” 的模式 —— 金属线材在模具约束下直接锻压成螺栓、螺母等五金件,原料利用率从传统工艺的 75%-85% 提升至 95%-98%,废料率只 2%-5%。以加工 10 万件 M8×16mm 碳钢螺栓为例,传统切削需消耗 Φ8mm 线材约 1.6 吨,冷镦机只需 1.3 吨,单批次节省 0.3 吨线材(按碳钢线材 6000 元 / 吨计算,直接省 1800 元),且少量废料可回炉重炼,进一步降低原料损耗成本,对铜、不锈钢等高价线材而言,节省效果更好。
五金加工行业长期受噪音、粉尘问题困扰,既影响员工健康,又可能触碰环保红线。封闭式冷镦机通过全密封机壳设计,从源头控制污染物扩散。机身内部加装隔音棉与减震装置,将运行噪音降至75分贝以下,远低于行业85分贝的标准限值,营造出安静的车间环境。针对锻压过程中产生的金属粉尘,设备配备集尘系统,通过负压吸附将粉尘收集至过滤装置,收集效率达95%以上,车间空气质量改善。这种环保特性不仅帮助五金厂顺利通过环保部门的检测验收,避免了罚款停产风险,还提升了员工工作舒适度,降低了职业健康纠纷概率,为企业树立了绿色生产的良好形象。冷镦机集成预测性维护功能,减少非计划停机概率 80%。

在规模化生产环节,智能控制系统的调度与监控能力尤为关键。系统可对接工厂订单管理模块,自动根据订单优先级排定生产计划,实时监控多台冷镦机的运行状态 —— 当某台设备出现原料短缺、温度异常等情况时,会立即触发声光预警并推送解决方案,停机检修时间较传统人工巡检缩短 60% 以上,保障生产线连续运转。同时,系统能自动记录每批次零件的加工数据(如尺寸精度、合格率),生成生产报表,帮助工厂快速追溯质量问题,废品率可控制在 1% 以内,避免规模化生产中的成本浪费。冷镦机可加工钛合金、铜合金等特殊材料,拓展应用边界。济南三模六冲冷镦机
冷镦机通过冷作硬化细化晶粒,让零件抗拉强度提升 20%-30%。上海二模四冲冷镦机供应
为解决五金企业多品种、小批量生产中 “换模慢、响应迟” 的痛点,冷镦机通过模块化设计与快换技术,将模具更换时间压缩至半小时内,大幅提升生产灵活性,完美适配频繁换产需求。其优势源于三大设计:一是采用标准化模具接口,模具底座统一尺寸规格,无需调整设备主体结构,只需通过定位销快速对齐,定位精度达 0.01mm,避免传统换模中反复校准的耗时;二是配备气动夹紧装置,替代传统螺栓固定方式,按下按钮即可完成模具锁止与解锁,单步操作时间从传统的 15 分钟缩短至 2 分钟;三是优化模具存储与预调试流程,部分机型搭配侧置模具存储架,可提前完成待换模具的参数预设置,换模时直接取用安装,省去换后调试的 1-2 小时。上海二模四冲冷镦机供应