商机详情 -
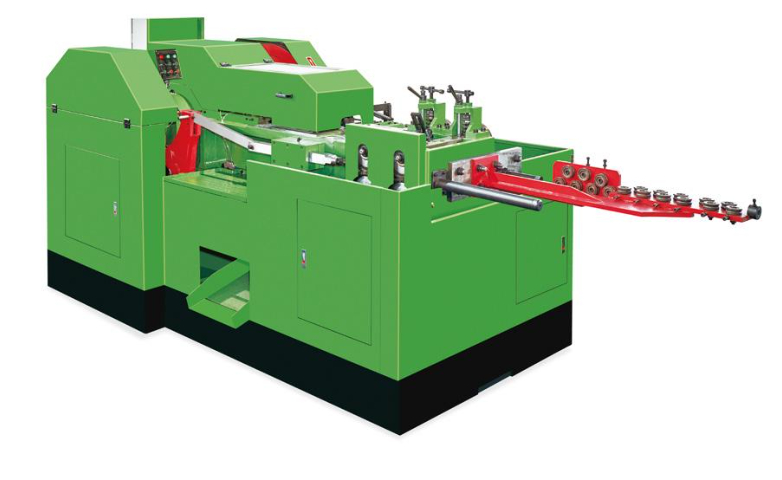
阜阳一模二冲冷镦机价格
传统热锻加工螺栓、螺母等五金件时,需先将金属坯料加热至 800-1200℃(如碳钢锻造温度需 900-1100℃),此过程依赖电阻炉、燃气炉等加热设备,能耗占比超总能耗的 60%—— 以加工 1 吨碳钢螺栓为例,热锻只加热环节就需消耗 300-350kWh 电能(或 15-20m³ 天然气),且加热后还需额外能耗维持温度稳定,避免坯料冷却影响成型。而冷镦机采用常温塑性变形工艺,无需任何加热环节,直接对金属线材进行锻压成型,只通过伺服电机驱动模具运动、液压系统提供镦压力,加工 1 吨碳钢螺栓总能耗只 150-175kWh,较热锻减少 50%,若按工业电价 0.8 元 /kWh 计算,单吨产品可节省能源支出 120-140 元。冷镦机可对接自动分选、包装设备,构建完整无人生产线。阜阳一模二冲冷镦机价格
标准件贸易商的竞争力在于供货稳定性与市场响应速度,冷镦机的性能优势完美契合这一需求。冷镦机采用高精度传动系统与进口部件,年故障率低于3%,可实现360天连续稳定生产,从根本上避免了因设备故障导致的供货延迟问题。其高效加工能力使单条生产线日均产能可达万件以上,面对下游客户的大额订单或紧急补货需求,能快速完成生产交付,相较于依赖传统设备的贸易商,交货周期缩短40%以上。同时,冷镦机生产的标准件尺寸一致性高,表面质量优异,客户投诉率降低,帮助贸易商建立良好的市场口碑。稳定的供货能力与产品品质,让贸易商在竞标与客户合作中更具优势,有效拓展市场份额,提升行业竞争力。浙江二模四冲冷镦机销售冷镦机支持半小时快速换模,灵活响应多品种小批量订单需求。
选择合适的冷镦机是保证生产效率和产品质量的前提,需重点关注设备的关键技术参数,并结合自身生产需求进行科学选型。技术参数包括镦锻力、送料精度、加工工位数量、大加工直径、行程长度、生产速度等。镦锻力是冷镦机的性能指标,需根据加工材料的强度、零件的形状和尺寸确定,例如加工高强度合金钢螺栓时,需选择镦锻力≥2000kN 的设备,而加工普通碳钢垫圈则可选择 500kN 以下的小型冷镦机;送料精度直接影响产品尺寸一致性,一般要求送料精度≤±0.01mm,对于精密零件生产,需选择伺服送料系统的冷镦机;加工工位数量需匹配零件的加工工序,简单零件选择 2-3 工位设备,复杂零件则需 4-6 工位设备。
汽车螺栓作为关键连接部件,直接关系行车安全,其精度要求远高于普通标准件 —— 需实现尺寸公差 ±0.01mm、表面粗糙度 Ra≤0.8μm 的严苛标准,而冷镦机凭借工艺特性与技术升级,成为汽车零部件制造商的选择。冷镦机采用 “一次成型 + 精密校准” 模式,通过冷态锻压让金属线材在模具内塑形,避免热加工导致的尺寸变形。搭配伺服驱动系统,可实时调节镦压力度与送料速度,针对汽车发动机螺栓、底盘螺栓等不同场景需求,控制螺纹牙型、杆部直线度等关键参数,确保每颗螺栓的尺寸一致性。同时,设备配备的激光检测模块,能在加工过程中实时扫描螺栓外径、长度等尺寸,一旦超出公差范围立即停机修正,将不合格率控制在 0.3% 以下,远低于汽车行业 1% 的合格线。冷镦机无需后续切削加工,直接成型减少工序流转耗时。
低故障率直接推动维护成本大幅降低,其维护成本只为同类设备的 60%,优势体现在三方面:一是部件寿命延长,进口主轴、轴承等部件更换周期可达 3-5 年,而国产部件通常 1.5-2 年需更换,减少备件采购频次与费用;二是维护频次减少,设备年均维护次数只 2-3 次,同类设备需 4-6 次,节省人工维护成本;三是备件通用性强,进口部件执行国际通用标准,备件采购渠道稳定,无需定制化生产,进一步压缩备件成本。对制造商而言,低故障、低成本的特性意味着生产计划更易把控 —— 无需频繁应对设备突发故障导致的产能中断,减少订单延误风险;设备管理人员无需投入大量精力排查维修,降低管理压力,真正实现 “开机即稳定、维护少操心” 的生产状态,为规模化、连续化生产提供坚实支撑。钰海冷镦机高速高效 + 节能耐用,成为珠三角五金企业标配。浙江二模四冲冷镦机销售
钰海冷镦机兼顾大批量生产与定制化需求,提升企业竞争力。阜阳一模二冲冷镦机价格
为满足制造商对设备稳定性与成本控制的需求,冷镦机关键部件采用进口配置,从源头降低故障风险,同步实现维护成本优化,为生产提供可靠保障。其部件如主轴、液压控制系统、伺服电机等,均国际品牌产品 —— 例如主轴采用日本 NSK 高精度滚珠主轴,依托特殊淬火工艺与精密磨削加工,抗磨损强度较国产同类部件提升 40%,有效避免因主轴变形导致的加工偏差与停机;液压系统搭载德国博世电液比例阀,密封性能与压力控制精度更优,减少液压泄漏、压力不稳等常见故障,使设备平均无故障运行时间(MTBF)达 8000 小时以上,远超同类设备 5000 小时的行业平均水平。阜阳一模二冲冷镦机价格