商机详情 -
长春冷镦机
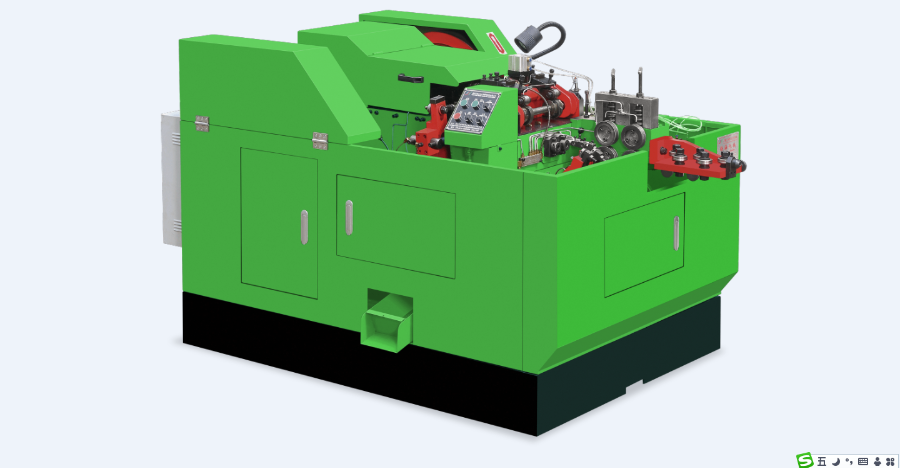
冷镦机是金属冷加工领域的设备,基于金属塑性变形原理,在室温条件下对金属线材或棒料施加压力,使其通过模具发生塑性变形,成型为预设形状的机械零件。与热锻工艺不同,冷镦机无需对原材料进行加热处理,依托模具的型腔结构和设备的镦锻力,实现金属材料的成型。其工作流程包括原材料预处理、自动送料、定位夹紧、镦锻成型、成品脱模等关键环节,整个过程连贯高效,可实现连续化批量生产。冷镦机利用金属在冷态下的塑性流动特性,不仅能保证零件的尺寸精度和形位公差,还能通过加工强化提升材料的力学性能,使成品具有更高的强度和耐磨性。冷镦机适配医疗器械微型零件加工,满足 ±0.005mm 精度要求。长春冷镦机

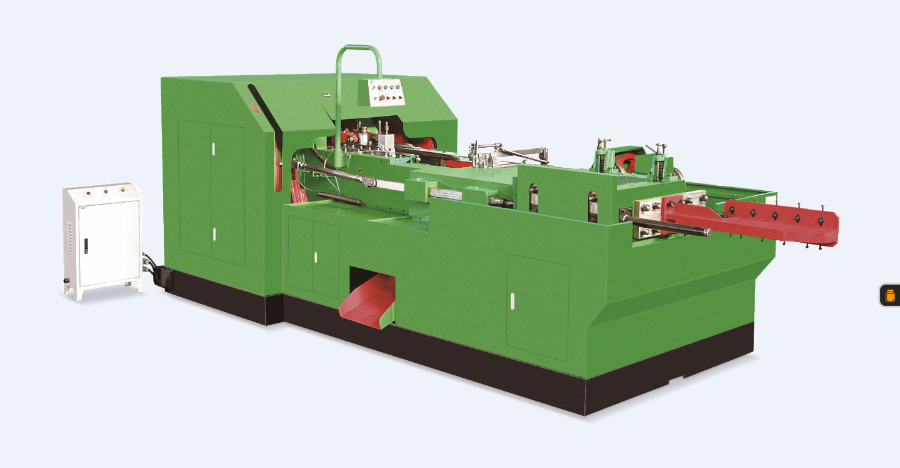
从产品性能来看,冷镦机加工的产品因冷加工强化,晶粒细化,力学性能更优,强度和耐磨性更高,热锻机产品内部组织均匀但力学性能略低于冷镦产品,切削机床产品尺寸精度高但力学性能无强化;从适用场景来看,冷镦机适合大批量生产紧固件、汽车零部件等标准化零件,热锻机适合加工大型、复杂的金属构件,冲压机适合板材成型,切削机床适合高精度、复杂形状零件的单件或小批量加工。通过对比可见,冷镦机在大批量、标准化金属零件生产中具备的综合优势。长春冷镦机钰海冷镦机送料精度≤±0.02mm,保障加工尺寸稳定性。
传统热锻加工螺栓、螺母等五金件时,需先将金属坯料加热至 800-1200℃(如碳钢锻造温度需 900-1100℃),此过程依赖电阻炉、燃气炉等加热设备,能耗占比超总能耗的 60%—— 以加工 1 吨碳钢螺栓为例,热锻只加热环节就需消耗 300-350kWh 电能(或 15-20m³ 天然气),且加热后还需额外能耗维持温度稳定,避免坯料冷却影响成型。而冷镦机采用常温塑性变形工艺,无需任何加热环节,直接对金属线材进行锻压成型,只通过伺服电机驱动模具运动、液压系统提供镦压力,加工 1 吨碳钢螺栓总能耗只 150-175kWh,较热锻减少 50%,若按工业电价 0.8 元 /kWh 计算,单吨产品可节省能源支出 120-140 元。
材料浪费减少更是冷镦机的优势。传统切削加工中,金属材料去除率高达 15%-20%(如加工直径 8mm 的铆钉,需从 12mm 线材切削去除多余部分),这些切削废料只能低价回收;而冷镦机通过 “塑性变形成型”,材料利用率可达 97% 以上,只产生 3% 以内的微量料头。按五金厂日均加工 5 吨线材计算,冷镦机每日可减少材料浪费 0.6 吨 - 0.8 吨,以钢材市场价 5000 元 / 吨计,每月可节省材料成本 9 万 - 12 万元。此外,省去切削工序还减少了刀具损耗与设备投入,进一步降低五金厂综合生产成本,尤其适配中小五金厂 “降本增效” 的重要需求。中山钰海冷镦机加工精度高,螺丝螺母生产合格率 99%+。
汽车螺栓作为关键连接部件,直接关系行车安全,其精度要求远高于普通标准件 —— 需实现尺寸公差 ±0.01mm、表面粗糙度 Ra≤0.8μm 的严苛标准,而冷镦机凭借工艺特性与技术升级,成为汽车零部件制造商的选择。冷镦机采用 “一次成型 + 精密校准” 模式,通过冷态锻压让金属线材在模具内塑形,避免热加工导致的尺寸变形。搭配伺服驱动系统,可实时调节镦压力度与送料速度,针对汽车发动机螺栓、底盘螺栓等不同场景需求,控制螺纹牙型、杆部直线度等关键参数,确保每颗螺栓的尺寸一致性。同时,设备配备的激光检测模块,能在加工过程中实时扫描螺栓外径、长度等尺寸,一旦超出公差范围立即停机修正,将不合格率控制在 0.3% 以下,远低于汽车行业 1% 的合格线。冷镦机可对接自动分选、包装设备,构建完整无人生产线。长春冷镦机
中山钰海冷镦机助力小五金企业降本增效,抢占市场先机。长春冷镦机
冷镦机搭载的智能控制系统,彻底打破了传统设备 “操作复杂、依赖熟工” 的局限,为中小型标准件厂降低生产门槛、快速实现规模化生产提供了支撑。该系统采用可视化触控界面设计,将镦压力度、送料速度、模具定位等复杂加工参数,转化为直观的图标与数字选项,操作人员无需掌握专业编程技能,只需通过触屏选择零件规格(如螺栓、螺母、链条销等常见标准件型号),系统便可自动调用预设参数方案,新员工经 1-2 天基础培训即可自己操作,大幅降低了工厂的人力培养成本。长春冷镦机