商机详情 -
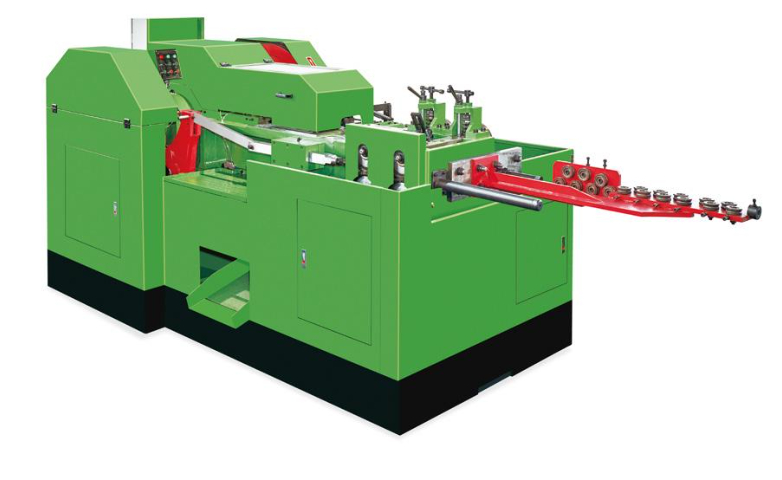
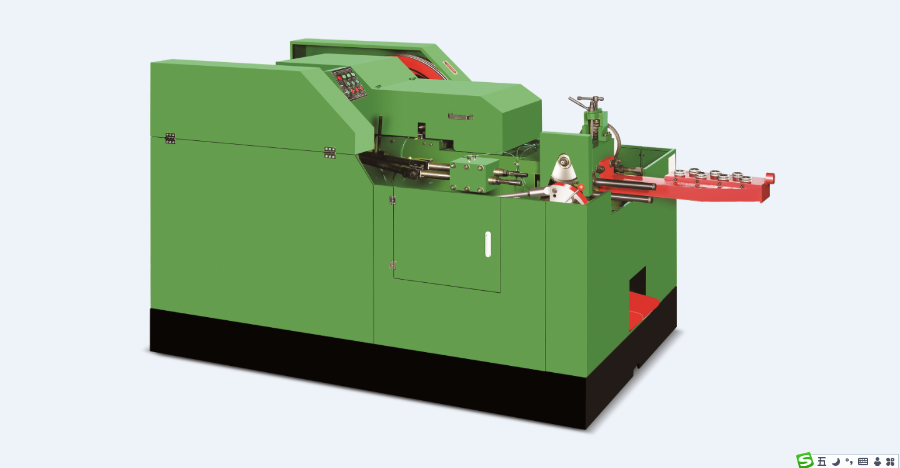
雅安一模二冲加长大型冷镦机电话
在金属成型设备领域,冷镦机与热锻机、冲压机、切削机床等设备相比,在加工原理、性能特点、适用场景等方面存在差异,各自发挥着不可替代的作用。从加工温度来看,冷镦机采用室温冷加工工艺,无需加热原材料,而热锻机需将金属材料加热至再结晶温度以上(通常 800-1200℃)进行锻造成型,冲压机则可分为冷冲压和热冲压两种,切削机床多为冷加工但以去除材料为主;从材料利用率来看,冷镦机通过塑性变形成型,材料利用率高达 80%-95%,几乎无废料产生,热锻机材料利用率约 60%-80%,冲压机冷冲压材料利用率约 70%-85%,切削机床材料利用率只有 30%-50%,废料较多;从生产效率来看,冷镦机批量生产速度可达每分钟 60-300 件,热锻机每分钟 10-50 件,冲压机冷冲压每分钟 30-150 件,切削机床每分钟 1-10 件,冷镦机效率优势明显。冷镦机生产选钰海,高速、节能,一站式满足需求。雅安一模二冲加长大型冷镦机电话

当前再五金行业多品种、小批量的生产模式日益普遍,模具更换效率成为制约生产的关键因素。冷镦机配备快速换模系统,通过模块化模具设计与液压锁模装置,操作人员经过简单培训即可完成换模操作。相较于传统设备2-3小时的换模时间,冷镦机将模具更换流程压缩至半小时以内,大幅缩短了生产切换周期。例如,某五金厂承接不同规格的螺母订单时,借助冷镦机的快速换模能力,可在上午完成M8螺母生产后,下午立即切换至M6螺母加工,无需长时间停机等待。这种高度灵活性让企业能够快速响应客户的多元需求,即使是小批量订单也能高效完成,提升了订单承接能力与市场适应力。宿州二模四冲冷镦机咨询冷镦机支持定制化机型,可按需增加至 6-7 工位满足复杂加工。
冷镦机作为工业生产的关键设备,其生产制造和使用过程需遵循严格的行业标准和规范,同时企业需建立完善的质量管控体系,确保设备性能和产品质量符合要求。目前,国内冷镦机行业主要遵循《冷镦机 技术条件》(JB/T 3051-2017)、《多工位冷镦机》(JB/T 10930-2010)等机械行业标准,这些标准对冷镦机的结构要求、技术参数、精度指标、安全性能、环保要求等作出了明确规定,例如标准要求冷镦机的送料精度≤±0.01mm,镦锻力波动范围不超过 ±5%,设备运行时的噪声≤85dB (A)。国际上则主要参考 ISO 898、DIN 2999 等相关标准,对于出口型企业,需确保设备符合国际标准要求,以提升市场竞争力。
为帮助金属加工厂解决传统生产中 “人工依赖强、成本高、效率受限” 的痛点,冷镦机凭借标准化接口设计与智能化控制能力,可无缝对接全流程自动化线,构建从原料供给到成品仓储的无人生产体系,大幅降低人工成本投入。其对接优势体现在全环节协同:前端可衔接伺服送料机与线材架,实现金属线材自动上料、校直与定量输送,无需人工逐段搬运线材;加工环节通过 PLC 控制系统与生产线管理平台联动,自动调取加工参数(如镦压力度、工位切换节奏),无需人工手动调整;后端可对接视觉检测系统(自动识别尺寸偏差、表面缺陷)、六轴机械臂(分拣合格 / 不合格品)与 AGV 小车(成品自动转运至立体仓库),全流程无需人工干预。中山钰海冷镦机高精度加工,助力企业生产紧固件。
汽车零部件行业对产品的精度、强度、可靠性要求极高,同时需要满足大批量生产的需求,冷镦机凭借其独特的技术优势,在汽车零部件生产中得到广泛应用,成为关键零部件成型的重要设备。在汽车动力系统中,冷镦机用于加工曲轴、凸轮轴、半轴等关键部件的毛坯,通过多工位镦锻工艺,实现零件的成型,保证零件的尺寸精度和力学性能,为后续机加工奠定良好基础;在汽车底盘系统中,螺栓、螺母、销轴等紧固件是连接各部件,冷镦机可实现这些紧固件的批量生产,尤其是紧固件,通过冷加工强化,能够承受汽车行驶过程中的振动和载荷,确保底盘系统的稳定性;在汽车电子系统中,冷镦机用于加工传感器引脚、连接器端子等精密零件,这些零件尺寸小巧、精度要求高,冷镦机的高精度送料和镦锻机构可保证零件尺寸公差控制在±以内,满足电子系统的装配需求;此外,冷镦机还用于加工汽车座椅滑轨、变速箱齿轮坯、减震器活塞杆等零部件,通过优化镦锻工艺和模具设计,可实现复杂形状零件的一次成型,大幅缩短生产周期,降低生产成本。随着新能源汽车行业的快速发展,对轻量化、汽车零部件的需求日益增长,冷镦机在铝合金、镁合金等轻质材料零件加工中的应用不断拓展。 佛山钰海冷镦机结构稳定耐用,长期运行故障率低。宿州二模四冲冷镦机咨询
东莞五金加工用钰海冷镦机,成型效率远超传统设备。雅安一模二冲加长大型冷镦机电话
冷镦机作为高精度、高负荷运行的设备,日常维护保养是保证其稳定运行、延长使用寿命的关键,需建立完善的维护保养体系,涵盖清洁、润滑、检查、校准、更换等多个环节。首先,日常清洁工作不可或缺,每天生产结束后,需及时去除设备表面及内部的金属碎屑、油污,重点清洁送料机构、镦锻机构、模具接触面等关键部位,避免碎屑堆积影响传动精度和模具寿命;其次,润滑系统维护至关重要,冷镦机的传动齿轮、曲轴、连杆等运动部件需定期加注润滑油,根据设备说明书要求选择合适型号的润滑油,确保润滑充分,减少磨损,一般建议每运行 500 小时更换一次润滑油,并检查油路是否通畅;再者,易损件更换需及时,模具、送料滚轮、夹紧装置等部件在长期使用中易出现磨损,需定期检查其磨损情况,当模具精度超出允许范围或送料滚轮出现打滑现象时,应及时更换,避免影响产品质量;此外,定期进行精度校准,每运行 1000 小时对设备的送料精度、镦锻行程、模具定位精度等进行检测和校准,确保设备加工精度符合要求;电气系统检查不可忽视,定期检查 PLC 控制器、传感器、线路连接等,排查电气故障隐患,防止设备因电气问题停机。雅安一模二冲加长大型冷镦机电话