商机详情 -
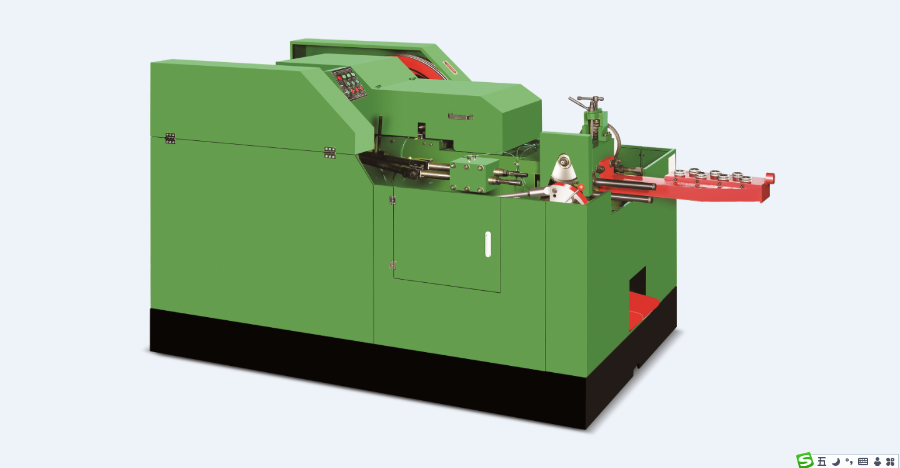
东营二模三冲冷镦机销售
在五金零件加工中,传统切削工艺需通过车床、铣床等设备逐步去除金属材料以塑形,不只工序繁琐,还存在效率低、材料浪费大的痛点,而冷镦机 “一次成型减切削” 的工艺特性,正为五金厂解决这一难题。冷镦机依托冷态锻压技术,将金属线材直接送入定制模具,通过高压一次性完成镦粗、成型、倒角等工序,无需后续切削加工 —— 以五金厂常用的 M6 螺柱为例,传统切削加工单件需 1.2 分钟,且需 3 道工序流转,而冷镦机单件加工只需 0.4 分钟,配合多工位转盘设计,单台设备日产能可达 1.2 万件,较传统工艺提升 35%,轻松实现 “提效 30%+” 的目标。中山钰海冷镦机助力小五金企业降本增效,抢占市场先机。东营二模三冲冷镦机销售

汽车零部件行业对产品的精度、强度、可靠性要求极高,同时需要满足大批量生产的需求,冷镦机凭借其独特的技术优势,在汽车零部件生产中得到广泛应用,成为关键零部件成型的重要设备。在汽车动力系统中,冷镦机用于加工曲轴、凸轮轴、半轴等关键部件的毛坯,通过多工位镦锻工艺,实现零件的成型,保证零件的尺寸精度和力学性能,为后续机加工奠定良好基础;在汽车底盘系统中,螺栓、螺母、销轴等紧固件是连接各部件,冷镦机可实现这些紧固件的批量生产,尤其是紧固件,通过冷加工强化,能够承受汽车行驶过程中的振动和载荷,确保底盘系统的稳定性;在汽车电子系统中,冷镦机用于加工传感器引脚、连接器端子等精密零件,这些零件尺寸小巧、精度要求高,冷镦机的高精度送料和镦锻机构可保证零件尺寸公差控制在±以内,满足电子系统的装配需求;此外,冷镦机还用于加工汽车座椅滑轨、变速箱齿轮坯、减震器活塞杆等零部件,通过优化镦锻工艺和模具设计,可实现复杂形状零件的一次成型,大幅缩短生产周期,降低生产成本。随着新能源汽车行业的快速发展,对轻量化、汽车零部件的需求日益增长,冷镦机在铝合金、镁合金等轻质材料零件加工中的应用不断拓展。 芜湖一模二冲冷镦机报价钰海冷镦机高精度加工,确保五金件尺寸精确,品质稳定。
医疗器械配件对表面精度要求极高,任何毛刺或瑕疵都可能影响使用安全性,因此后续打磨处理往往耗费大量成本。冷镦机针对医疗器械配件加工需求,优化了锻压模具的贴合度与成型压力控制,采用多道次渐进式锻压工艺,使金属线材在模具内充分变形,成品表面粗糙度可达Ra0.8μm以下,实现光滑无毛刺的效果。这一特性直接省去了配件生产后的打磨、抛光等后续处理工序,按每件配件节省0.5元处理成本计算,年产能50万件的企业可年省成本25万元。同时,无毛刺加工减少了因后续处理导致的尺寸偏差,成品合格率提升至99%以上,契合医疗器械行业对高精度、高安全性的严苛标准。
紧固件企业产品螺栓的加工,传统模式需经线材切断、车床车削、螺纹加工等多道工序,且需在不同设备间流转,工时损耗大。而冷镦机依托 “线材直入 + 一次锻压成型” 工艺,可直接将 Φ6-Φ12mm 的金属线材锻压成螺栓杆部,同步完成头部成型,后续只需补充螺纹滚轧工序,整体加工流程从传统的 5-6 道缩减至 2-3 道。以 M8 螺栓为例,传统工艺单台设备每班(8 小时)产能约 3000 件,冷镦机搭配多工位转盘设计,每班产能可达 8000-10000 件,工时效率提升超 160%,大幅缩短订单交付周期。冷镦机选钰海,节能降耗 + 稳定耐用,中小企业选择设备。
标准件贸易商的竞争力在于供货稳定性与市场响应速度,冷镦机的性能优势完美契合这一需求。冷镦机采用高精度传动系统与进口部件,年故障率低于3%,可实现360天连续稳定生产,从根本上避免了因设备故障导致的供货延迟问题。其高效加工能力使单条生产线日均产能可达万件以上,面对下游客户的大额订单或紧急补货需求,能快速完成生产交付,相较于依赖传统设备的贸易商,交货周期缩短40%以上。同时,冷镦机生产的标准件尺寸一致性高,表面质量优异,客户投诉率降低,帮助贸易商建立良好的市场口碑。稳定的供货能力与产品品质,让贸易商在竞标与客户合作中更具优势,有效拓展市场份额,提升行业竞争力。钰海冷镦机常规机型 1.5-2 个月快速交货,缩短投产周期。枣庄三模六冲冷镦机报价
冷镦机传动效率达 92%,搭配节能电机降低运行能耗。东营二模三冲冷镦机销售
通过拉伸试验与疲劳测试可验证强度优势:以 45# 碳钢加工的 M10 螺栓为例,冷镦件抗拉强度可达 800-900MPa,切削件只为 650-700MPa,强度提升约 23%-38%;疲劳寿命方面,冷镦螺栓经 10^6 次循环加载后仍无断裂,切削件则在 6×10^5 次循环后出现裂纹,寿命延长 60% 以上。这种特性,使其能适配制造业对关键受力部件的严苛要求 —— 如汽车底盘悬挂螺栓需承受频繁振动与冲击,冷镦件可避免因强度不足导致的松动或断裂;工程机械的销轴连接件需承载重载,冷镦件的高抗屈服性能减少形变风险。东营二模三冲冷镦机销售