商机详情 -
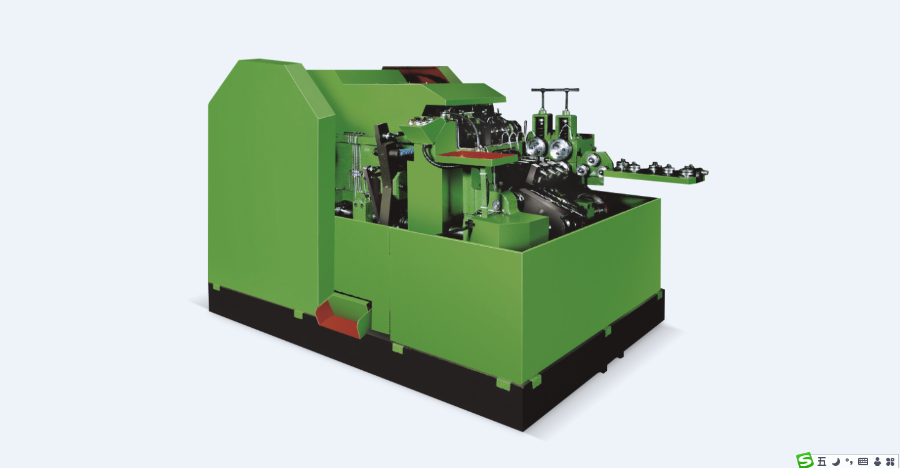
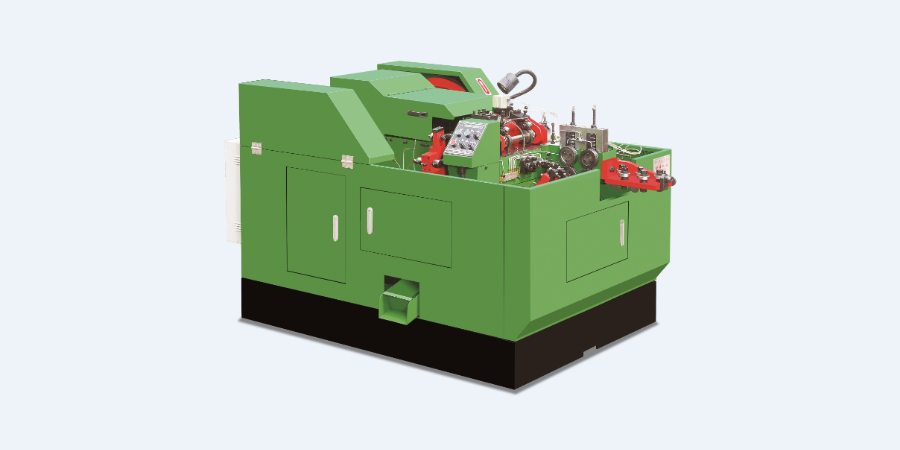
青岛二模三冲冷镦机厂家
航空航天常用的钛合金、高温合金(如 Inconel 718)硬度高、塑性低,冷镦成型易出现开裂、成型不完整等问题。微米级精度冷镦机通过两项技术解决这一难题:一是采用分段式渐进镦压工艺,将金属变形量拆解为多工位逐步完成,避免发生单次大变形导致的材料损伤;二是配备定制化硬质合金模具,模具表面覆有 TiAlN 涂层,硬度达 HV 3000 以上,既保证成型精度,又降低模具与高硬度合金的摩擦损耗,确保批量生产时的精度一致性。更关键的是,冷镦的冷态塑性变形过程能优化合金微观结构 —— 金属晶粒沿受力方向细化并形成连续流线,避免切削加工对晶粒的破坏,使零件抗拉强度提升 15%-20%,疲劳寿命延长 25% 以上,从材料本质上保障其在极端工况下的性能稳定。同时,设备搭载的实时精度监测系统(如激光测径仪、力控反馈模块),可实时捕捉尺寸偏差并自动修正,将零件废品率控制在 0.5% 以内,为航空航天装备的可靠性提供关键支撑。东莞企业选择钰海冷镦机,节能降耗优势多多,降低生产成本。青岛二模三冲冷镦机厂家

传统热锻加工螺栓、螺母等五金件时,需先将金属坯料加热至 800-1200℃(如碳钢锻造温度需 900-1100℃),此过程依赖电阻炉、燃气炉等加热设备,能耗占比超总能耗的 60%—— 以加工 1 吨碳钢螺栓为例,热锻只加热环节就需消耗 300-350kWh 电能(或 15-20m³ 天然气),且加热后还需额外能耗维持温度稳定,避免坯料冷却影响成型。而冷镦机采用常温塑性变形工艺,无需任何加热环节,直接对金属线材进行锻压成型,只通过伺服电机驱动模具运动、液压系统提供镦压力,加工 1 吨碳钢螺栓总能耗只 150-175kWh,较热锻减少 50%,若按工业电价 0.8 元 /kWh 计算,单吨产品可节省能源支出 120-140 元。四模四冲冷镦机报价冷镦机配备故障自动停机装置,保护设备与模具。
伺服驱动技术的广泛应用是冷镦机的另一大创新趋势,伺服电机替代传统机械传动机构,使设备的镦锻速度、行程、送料精度等参数可实现无级调节,柔性更强,能够快速适配不同规格产品的生产需求,同时伺服驱动系统的能耗更低,运行更平稳。此外,模具技术的创新也推动了冷镦机的发展,新型耐磨涂层模具、3D 打印模具等的应用,延长了模具寿命,降低了模具更换成本,同时提升了产品成型精度。未来,冷镦机将朝着更智能、更高效、更节能、更柔性的方向发展,为制造业数字化转型提供有力支撑。
关键的是,交付后提供 “一站式安装调试服务”:设备到货后,厂家会派遣专业技术团队上门,先根据新厂车间布局、水电条件进行实地勘测,定制个性化安装方案(如设备定位、管线排布),避免后期返工;安装过程中采用标准化作业流程,2-3 人团队 3-5 天即可完成单台设备组装,同时同步完成电路、液压系统的调试;调试阶段会结合新厂主打产品(如 M6-M12 螺栓),优化镦压力度、送料速度等参数,确保设备试生产时成品合格率达 98% 以上;此外,还会对新厂操作人员进行 1-2 天的实操培训(涵盖设备操作、参数调整、基础故障排查),避免因人员操作问题影响投产进度。广东钰海冷镦机售后完善,佛山、东莞地区上门维护及时。
为帮助金属加工厂解决传统生产中 “人工依赖强、成本高、效率受限” 的痛点,冷镦机凭借标准化接口设计与智能化控制能力,可无缝对接全流程自动化线,构建从原料供给到成品仓储的无人生产体系,大幅降低人工成本投入。其对接优势体现在全环节协同:前端可衔接伺服送料机与线材架,实现金属线材自动上料、校直与定量输送,无需人工逐段搬运线材;加工环节通过 PLC 控制系统与生产线管理平台联动,自动调取加工参数(如镦压力度、工位切换节奏),无需人工手动调整;后端可对接视觉检测系统(自动识别尺寸偏差、表面缺陷)、六轴机械臂(分拣合格 / 不合格品)与 AGV 小车(成品自动转运至立体仓库),全流程无需人工干预。佛山钰海冷镦机结构稳定耐用,长期运行故障率低。广元二模三冲冷镦机供应
东莞五金加工用钰海冷镦机,成型效率远超传统设备。青岛二模三冲冷镦机厂家
在原料端,冷镦机凭借冷态塑性成型工艺,颠覆传统切削加工 “去料成型” 的模式 —— 金属线材在模具约束下直接锻压成螺栓、螺母等五金件,原料利用率从传统工艺的 75%-85% 提升至 95%-98%,废料率只 2%-5%。以加工 10 万件 M8×16mm 碳钢螺栓为例,传统切削需消耗 Φ8mm 线材约 1.6 吨,冷镦机只需 1.3 吨,单批次节省 0.3 吨线材(按碳钢线材 6000 元 / 吨计算,直接省 1800 元),且少量废料可回炉重炼,进一步降低原料损耗成本,对铜、不锈钢等高价线材而言,节省效果更好。青岛二模三冲冷镦机厂家