商机详情 -
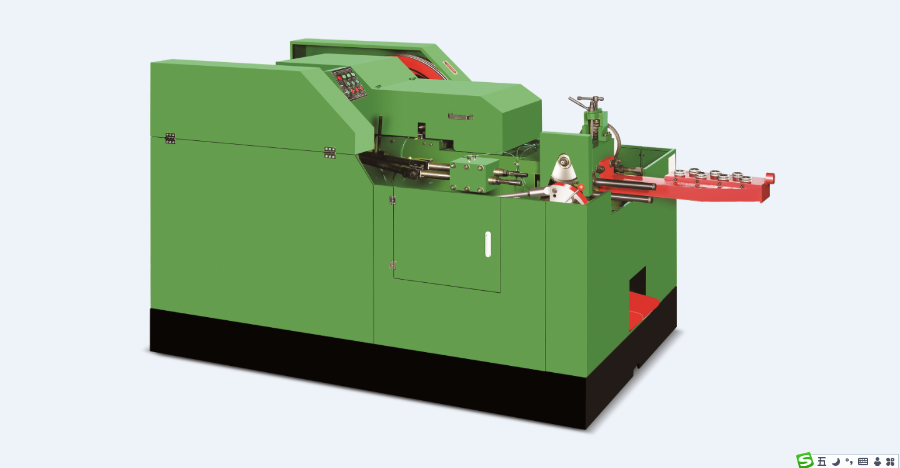
淮安一模二冲冷镦机电话
为解决五金企业多品种、小批量生产中 “换模慢、响应迟” 的痛点,冷镦机通过模块化设计与快换技术,将模具更换时间压缩至半小时内,大幅提升生产灵活性,完美适配频繁换产需求。其优势源于三大设计:一是采用标准化模具接口,模具底座统一尺寸规格,无需调整设备主体结构,只需通过定位销快速对齐,定位精度达 0.01mm,避免传统换模中反复校准的耗时;二是配备气动夹紧装置,替代传统螺栓固定方式,按下按钮即可完成模具锁止与解锁,单步操作时间从传统的 15 分钟缩短至 2 分钟;三是优化模具存储与预调试流程,部分机型搭配侧置模具存储架,可提前完成待换模具的参数预设置,换模时直接取用安装,省去换后调试的 1-2 小时。钰海冷镦机兼顾大批量生产与定制化需求,提升企业竞争力。淮安一模二冲冷镦机电话
航空航天常用的钛合金、高温合金(如 Inconel 718)硬度高、塑性低,冷镦成型易出现开裂、成型不完整等问题。微米级精度冷镦机通过两项技术解决这一难题:一是采用分段式渐进镦压工艺,将金属变形量拆解为多工位逐步完成,避免发生单次大变形导致的材料损伤;二是配备定制化硬质合金模具,模具表面覆有 TiAlN 涂层,硬度达 HV 3000 以上,既保证成型精度,又降低模具与高硬度合金的摩擦损耗,确保批量生产时的精度一致性。更关键的是,冷镦的冷态塑性变形过程能优化合金微观结构 —— 金属晶粒沿受力方向细化并形成连续流线,避免切削加工对晶粒的破坏,使零件抗拉强度提升 15%-20%,疲劳寿命延长 25% 以上,从材料本质上保障其在极端工况下的性能稳定。同时,设备搭载的实时精度监测系统(如激光测径仪、力控反馈模块),可实时捕捉尺寸偏差并自动修正,将零件废品率控制在 0.5% 以内,为航空航天装备的可靠性提供关键支撑。南京四模四冲冷镦机电话电力金具厂必备冷镦机,加工的螺栓抗疲劳性强,保障电力设施安全。

随着制造业向智能化、自动化方向转型升级,冷镦机也在不断进行技术创新和智能化升级,涌现出一系列新的技术成果和发展趋势。智能化控制系统是冷镦机升级的中心,现代冷镦机普遍采用 PLC 可编程逻辑控制器搭配触摸屏操作界面,实现设备参数的数字化设置、工序联动控制、生产数据实时采集等功能,部分设备还集成了工业物联网(IIoT)技术,可通过手机 APP 或电脑终端远程监控设备运行状态、查看生产进度、接收故障报警信息,方便企业进行远程管理和维护。自动化集成水平不断提升,冷镦机已实现与自动送料机、在线检测设备、自动分选机、包装设备的无缝对接,形成完整的自动化生产线,从原材料输入到成品包装全程无需人工干预,生产效率大幅提升,同时减少人为因素对产品质量的影响。
冷镦机搭载的智能控制系统,彻底打破了传统设备 “操作复杂、依赖熟工” 的局限,为中小型标准件厂降低生产门槛、快速实现规模化生产提供了支撑。该系统采用可视化触控界面设计,将镦压力度、送料速度、模具定位等复杂加工参数,转化为直观的图标与数字选项,操作人员无需掌握专业编程技能,只需通过触屏选择零件规格(如螺栓、螺母、链条销等常见标准件型号),系统便可自动调用预设参数方案,新员工经 1-2 天基础培训即可自己操作,大幅降低了工厂的人力培养成本。冷镦机集成预测性维护功能,减少非计划停机概率 80%。
汽车螺栓作为关键连接部件,直接关系行车安全,其精度要求远高于普通标准件 —— 需实现尺寸公差 ±0.01mm、表面粗糙度 Ra≤0.8μm 的严苛标准,而冷镦机凭借工艺特性与技术升级,成为汽车零部件制造商的选择。冷镦机采用 “一次成型 + 精密校准” 模式,通过冷态锻压让金属线材在模具内塑形,避免热加工导致的尺寸变形。搭配伺服驱动系统,可实时调节镦压力度与送料速度,针对汽车发动机螺栓、底盘螺栓等不同场景需求,控制螺纹牙型、杆部直线度等关键参数,确保每颗螺栓的尺寸一致性。同时,设备配备的激光检测模块,能在加工过程中实时扫描螺栓外径、长度等尺寸,一旦超出公差范围立即停机修正,将不合格率控制在 0.3% 以下,远低于汽车行业 1% 的合格线。广东钰海冷镦机高速成型,助力紧固件企业提升生产效率。攀枝花一模二冲加长大型冷镦机批发
冷镦机选钰海,节能降耗 + 稳定耐用,中小企业选择设备。淮安一模二冲冷镦机电话
冷镦机采用冷态塑性变形工艺加工零件,与传统切削工艺存在本质差异:切削件通过 “去除多余金属” 成型,过程中刀具切削会切断金属内部连续的晶粒流线,破坏材料微观结构完整性,导致零件存在应力集中点,强度受损;而冷镦加工时,金属线材在常温下被模具挤压塑形,晶粒会沿成型方向发生重构 —— 不仅不会被切断,还会因塑性变形产生 “晶粒细化” 效应(晶粒尺寸从传统切削件的 50-100μm 细化至 10-20μm),同时形成连续且沿受力方向分布的金属流线,如同给零件内部构建 “受力骨架”,从微观层面强化结构稳定性。淮安一模二冲冷镦机电话