商机详情 -
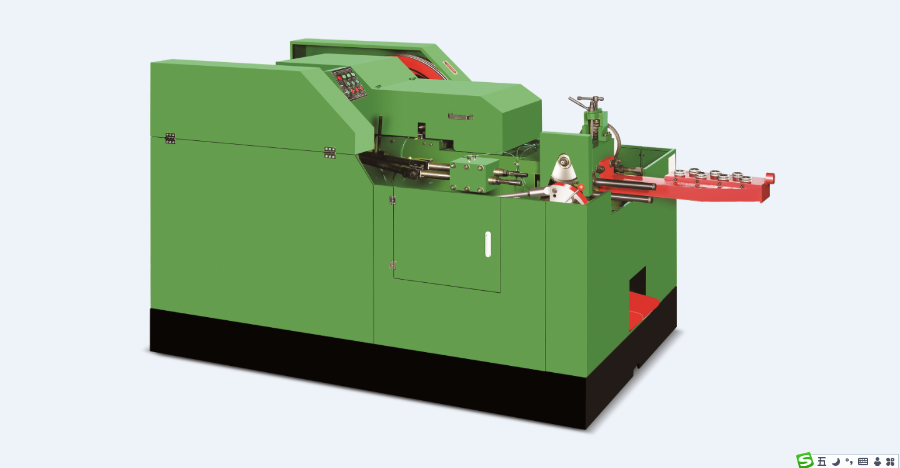
衡水二模四冲冷镦机批发
在金属成型设备领域,冷镦机与热锻机、冲压机、切削机床等设备相比,在加工原理、性能特点、适用场景等方面存在差异,各自发挥着不可替代的作用。从加工温度来看,冷镦机采用室温冷加工工艺,无需加热原材料,而热锻机需将金属材料加热至再结晶温度以上(通常 800-1200℃)进行锻造成型,冲压机则可分为冷冲压和热冲压两种,切削机床多为冷加工但以去除材料为主;从材料利用率来看,冷镦机通过塑性变形成型,材料利用率高达 80%-95%,几乎无废料产生,热锻机材料利用率约 60%-80%,冲压机冷冲压材料利用率约 70%-85%,切削机床材料利用率只有 30%-50%,废料较多;从生产效率来看,冷镦机批量生产速度可达每分钟 60-300 件,热锻机每分钟 10-50 件,冲压机冷冲压每分钟 30-150 件,切削机床每分钟 1-10 件,冷镦机效率优势明显。我们的冷镦机具有高度的灵活性和适应性,可以根据生产需求进行调整。衡水二模四冲冷镦机批发

低故障率直接推动维护成本大幅降低,其维护成本只为同类设备的 60%,优势体现在三方面:一是部件寿命延长,进口主轴、轴承等部件更换周期可达 3-5 年,而国产部件通常 1.5-2 年需更换,减少备件采购频次与费用;二是维护频次减少,设备年均维护次数只 2-3 次,同类设备需 4-6 次,节省人工维护成本;三是备件通用性强,进口部件执行国际通用标准,备件采购渠道稳定,无需定制化生产,进一步压缩备件成本。对制造商而言,低故障、低成本的特性意味着生产计划更易把控 —— 无需频繁应对设备突发故障导致的产能中断,减少订单延误风险;设备管理人员无需投入大量精力排查维修,降低管理压力,真正实现 “开机即稳定、维护少操心” 的生产状态,为规模化、连续化生产提供坚实支撑。扬州三模六冲冷镦机冷镦机的生产效率高,可以大幅提高生产效率。
人工成本上涨已成为金属加工厂面临的主要压力之一,冷镦机的自动化适配能力为企业提供了降本解决方案。设备预留标准化接口,可无缝对接自动化送料系统、成品检测设备与仓储流水线,构建全流程无人生产单元。在无人生产模式下,冷镦机可实现24小时连续运行,只需安排少量人员进行远程监控与设备巡检,相较于传统人工操作模式,单条生产线可减少80%以上的操作人员。以年人均人工成本8万元计算,一条年产200万件零件的生产线,每年可节省人工成本数十万元。同时,无人生产避免了人为操作失误,成品精度与生产稳定性进一步提升,让金属加工厂在控制成本的同时,实现了生产效率与产品质量的双重提升。
为解决五金企业多品种、小批量生产中 “换模慢、响应迟” 的痛点,冷镦机通过模块化设计与快换技术,将模具更换时间压缩至半小时内,大幅提升生产灵活性,完美适配频繁换产需求。其优势源于三大设计:一是采用标准化模具接口,模具底座统一尺寸规格,无需调整设备主体结构,只需通过定位销快速对齐,定位精度达 0.01mm,避免传统换模中反复校准的耗时;二是配备气动夹紧装置,替代传统螺栓固定方式,按下按钮即可完成模具锁止与解锁,单步操作时间从传统的 15 分钟缩短至 2 分钟;三是优化模具存储与预调试流程,部分机型搭配侧置模具存储架,可提前完成待换模具的参数预设置,换模时直接取用安装,省去换后调试的 1-2 小时。中山五金厂用钰海冷镦机加工螺栓,高效省心又靠谱。
选择合适的冷镦机是保证生产效率和产品质量的前提,需重点关注设备的关键技术参数,并结合自身生产需求进行科学选型。技术参数包括镦锻力、送料精度、加工工位数量、大加工直径、行程长度、生产速度等。镦锻力是冷镦机的性能指标,需根据加工材料的强度、零件的形状和尺寸确定,例如加工高强度合金钢螺栓时,需选择镦锻力≥2000kN 的设备,而加工普通碳钢垫圈则可选择 500kN 以下的小型冷镦机;送料精度直接影响产品尺寸一致性,一般要求送料精度≤±0.01mm,对于精密零件生产,需选择伺服送料系统的冷镦机;加工工位数量需匹配零件的加工工序,简单零件选择 2-3 工位设备,复杂零件则需 4-6 工位设备。铁路配件厂用冷镦机,加工的铁轨螺栓强度高、耐磨损,符合工程标准。广元三模六冲冷镦机批发
东莞钰海冷镦机适配螺栓、铆钉加工,通用性强。衡水二模四冲冷镦机批发
医疗器械配件对表面精度要求极高,任何毛刺或瑕疵都可能影响使用安全性,因此后续打磨处理往往耗费大量成本。冷镦机针对医疗器械配件加工需求,优化了锻压模具的贴合度与成型压力控制,采用多道次渐进式锻压工艺,使金属线材在模具内充分变形,成品表面粗糙度可达Ra0.8μm以下,实现光滑无毛刺的效果。这一特性直接省去了配件生产后的打磨、抛光等后续处理工序,按每件配件节省0.5元处理成本计算,年产能50万件的企业可年省成本25万元。同时,无毛刺加工减少了因后续处理导致的尺寸偏差,成品合格率提升至99%以上,契合医疗器械行业对高精度、高安全性的严苛标准。衡水二模四冲冷镦机批发